Refrigerator Compressor Should Cost Analysis & Benchmarking Teardown & Cost Analysis
Teardown and should cost analysis of a hermetic reciprocating compressor from a Haier 190L single-door refrigerator. Total weight 6.378 kg with estimated should-cost of ?2,077.15 (?2077.15) per unit.

This analysis dives deep into the teardown and should cost analysis evaluation of a typical single-door refrigerator compressor, used in a popular 190L, 2-star rated model. We explore the Bill of Materials (BOM) in detail and map out the cost contribution of compressor subcomponents.
As manufacturers focus on improving performance and adhering to energy ratings, understanding the cost dynamics of key components - especially the refrigerator compressor - becomes crucial for pricing, sourcing, and design decisions. Estimated should-cost: ?2,077.15 per unit at 40,000 units/year.
Reciprocating (Hermetic Sealed), ~165180 Watts cooling capacity, R600a (Isobutane) refrigerant, 230V AC 50Hz, Capacitor Start with Relay, ~0.60.8A operating current, 5.2 cm displacement, =42 dB noise, 6.38 kg, POE oil lubricant.
Full component architecture teardown (motor, crankshaft, piston-cylinder, valves, shells), suction and compression cycle analysis, BOM weight distribution, manufacturing category distribution, weight vs cost correlation analysis, and detailed should-cost breakdown with raw material/process/overhead split.
01Introduction & Specifications
Introduction
The home appliance industry in India is witnessing steady growth, driven by increasing consumer demand for energy-efficient and affordable refrigeration solutions. As manufacturers focus on improving performance and adhering to energy ratings, understanding the cost dynamics of key components - especially the refrigerator compressor - becomes crucial for pricing, sourcing, and design decisions.
This analysis dives deep into the teardown and should cost analysis evaluation of a typical single-door refrigerator compressor, used in a popular 190L, 2-star rated model. We explore the Bill of Materials (BOM) in detail and map out the cost contribution of compressor subcomponents, such as the rotor, stator, enclosure, and refrigerant-related fittings.
This comprehensive study aims to deliver insights into compressor cost optimization, energy efficiency enhancements, and supplier benchmarking to help OEMs and component manufacturers make informed engineering and procurement decisions.


Specifications Table
Understanding component-level specifications is essential for accurate cost estimations and engineering analysis. We examine the refrigerator compressor used in the Haier 190 L, 2-Star, Direct Cool Single Door Refrigerator (Model: HRD-2102BNS-P).
| Compressor Type | Reciprocating (Hermetic Sealed) |
| Cooling Capacity | ~165180 Watts (approx. 550615 BTU/hr) |
| Refrigerant Type | R600a (Isobutane) |
| Rated Voltage | 230V AC, 50Hz |
| Starting Method | Capacitor Start with Relay-Controlled Start Winding |
| Operating Current | ~0.60.8 Amps |
| Power Input | ~90120 Watts |
| Displacement Volume | 5.2 cm |
| Energy Efficiency | Compliant with 2-Star BEE energy rating |
| Noise Level | = 42 dB |
| Compressor Weight | 6.38 kg |
| Compressor Housing | Steel shell with vibration isolators |
| Lubricant Type | Polyolester (POE) oil |
| Application | Small-capacity, single-door refrigerators |

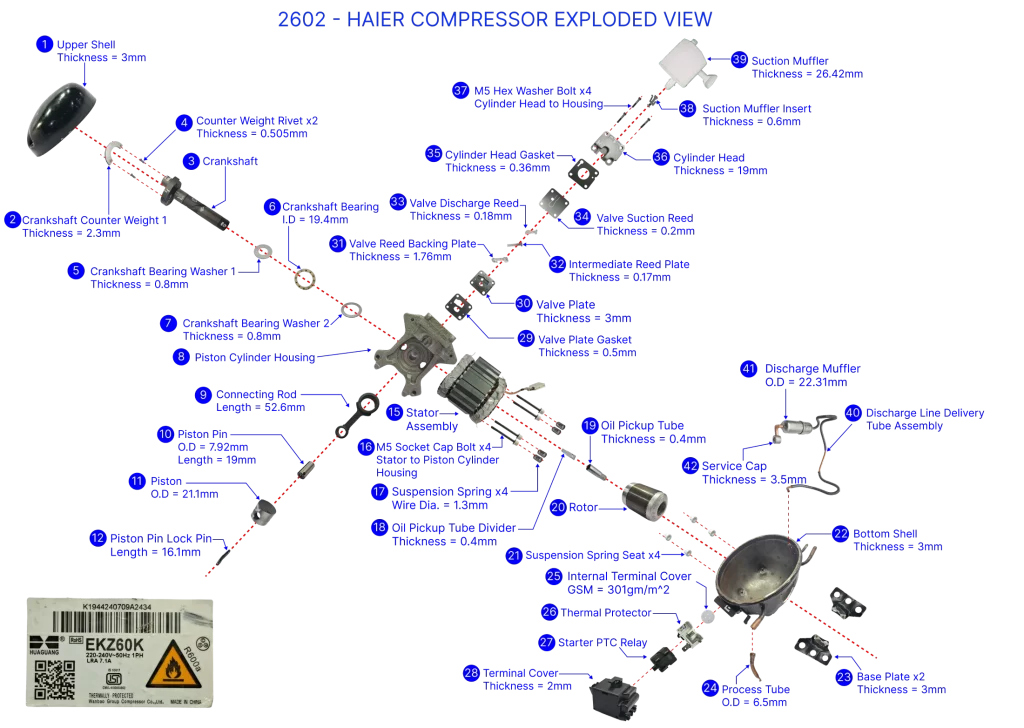
02Compressor Component Architecture: Deconstructing for Cost Insights
The refrigerator compressor may appear compact, but it comprises several intricately engineered components working in unison to deliver efficient refrigerant compression. A detailed teardown helps us understand assembly complexity, component interdependence, and key cost-driving elements - critical to precise should cost analysis and appliance benchmarking.
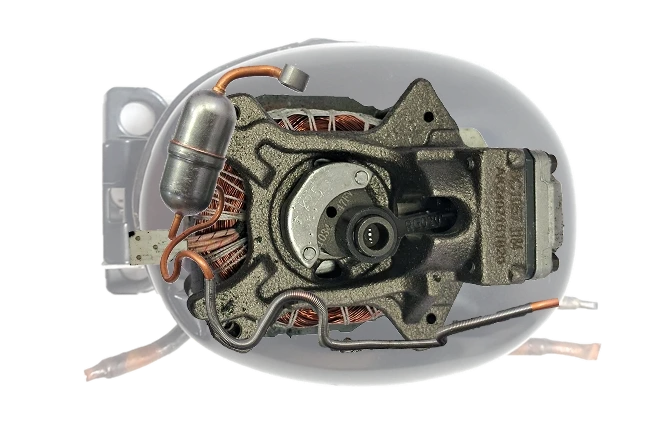
Electric Motor Assembly
At the heart of the compressor lies the electric motor, which converts electrical energy into mechanical motion. It includes copper windings, stator laminations, and a dynamically balanced rotor shaft. These subcomponents contribute significantly to the electromagnetic performance and cost structure.
- Motor Stator: Weight: 1984g | Material: Copper and steel (CRNGO) | Function: Generates the magnetic field to drive the rotor
- Stator Core: Weight: 17g 78 nos | Material: Electrical Steel (CRNGO) | Function: Provides magnetic path and supports stator windings
- Motor Rotor: Weight: 594g | Material: Aluminium & Steel | Function: Spins inside the stator to create mechanical energy


Crankshaft: Translating Motion
The steel crankshaft converts the rotary action of the motor into the reciprocating motion required to drive the piston. Precision machining and material selection here are essential for durability and low friction losses, directly influencing mechanical efficiency and part cost.
- Crankshaft: Weight: 118g | Material: SAE 4140 | Function: Drives the piston in the cylinder block

Piston and Cylinder Assembly
This subsystem is responsible for compressing the refrigerant gas. Made of hardened steel or cast iron, the piston-cylinder pair is subject to high-pressure loads and must maintain tight tolerances. Their weight and finish contribute measurably to compression efficiency and material cost.
- Connecting Rod: Weight: 22g | Material: Fe-Cu powder | Commodity: Powder metallurgy | Function: Transfers crankshaft motion to the piston
- Piston: Weight: 20g | Material: Fe-Cu powder | Commodity: Powder metallurgy | Function: Compresses refrigerant gas
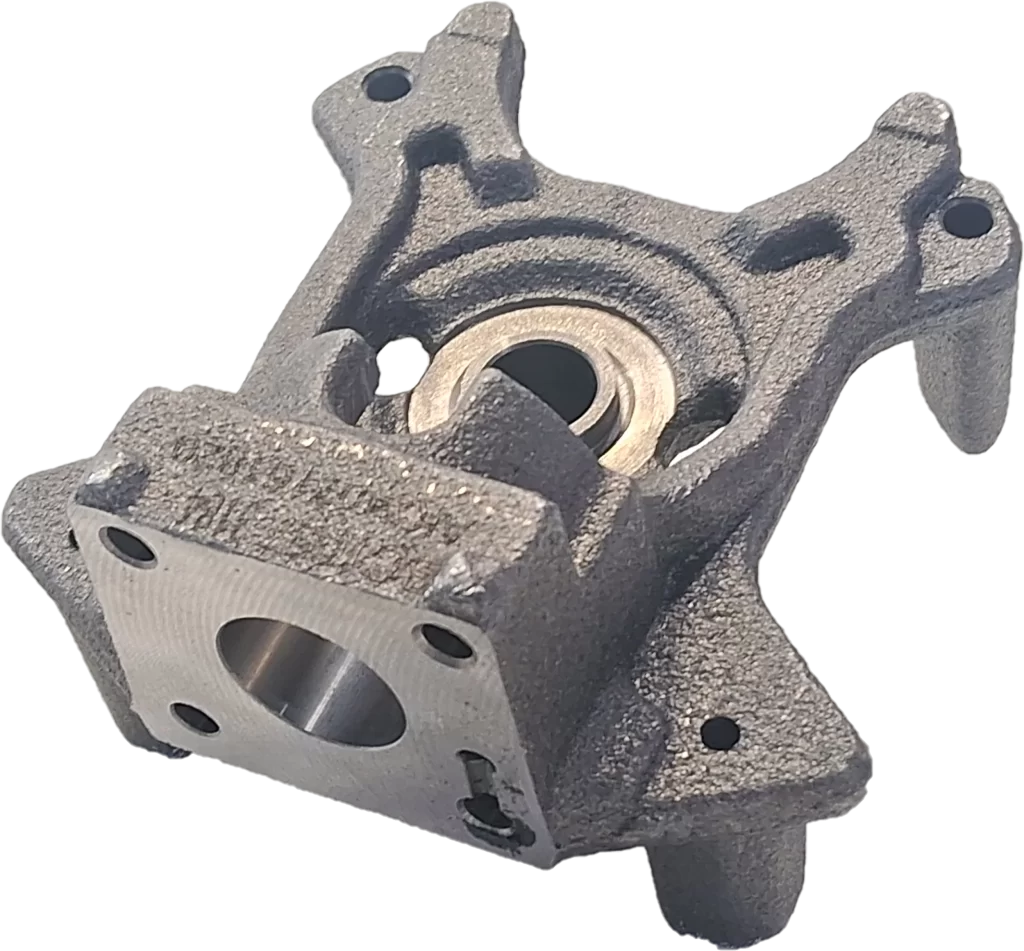
- Piston Cylinder Housing: Weight: 904g | Material: Cast iron | Commodity: Sand Casting | Function: Encloses piston; forms chamber for compression


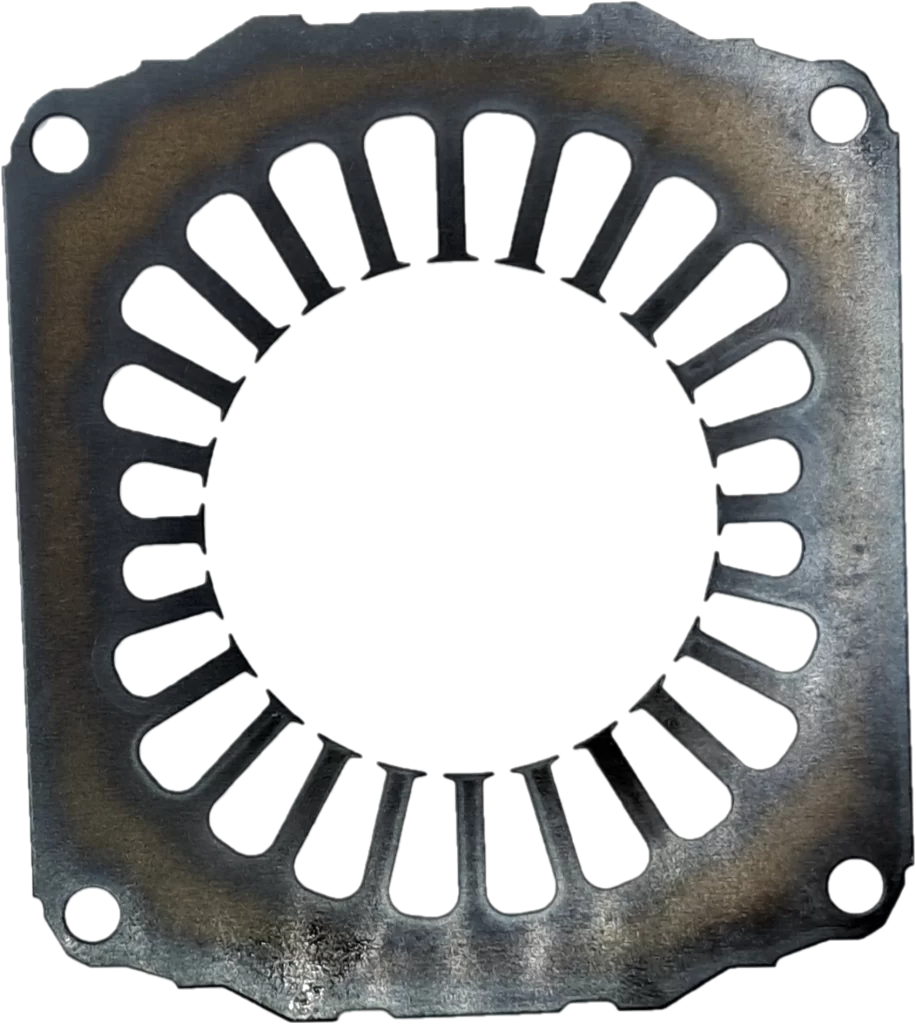
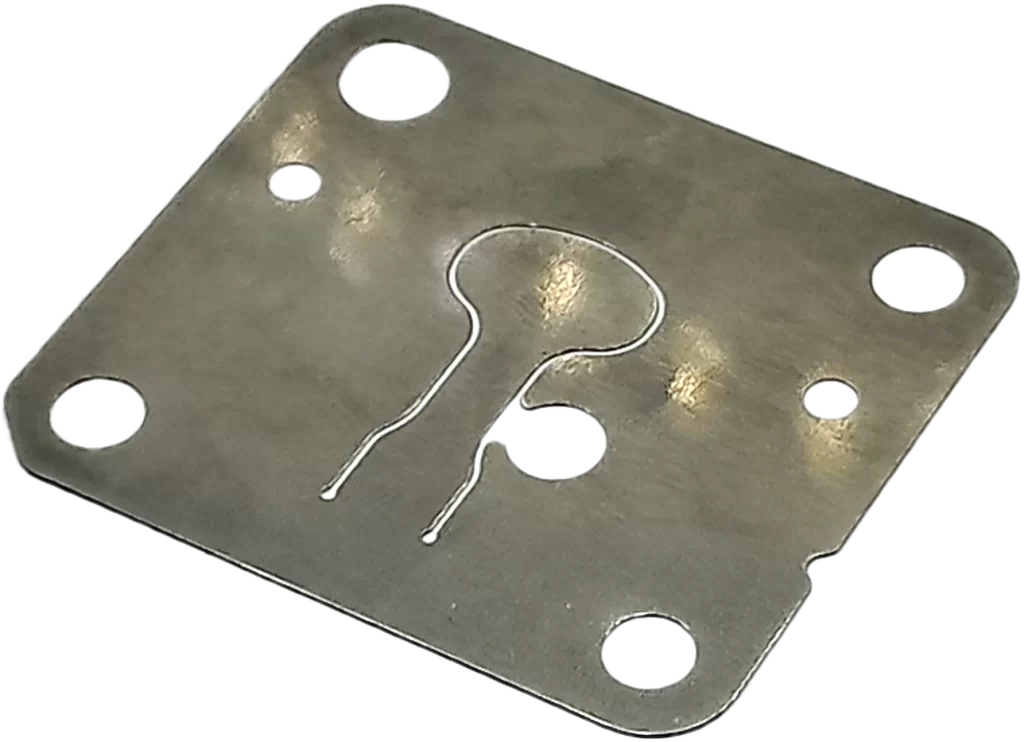
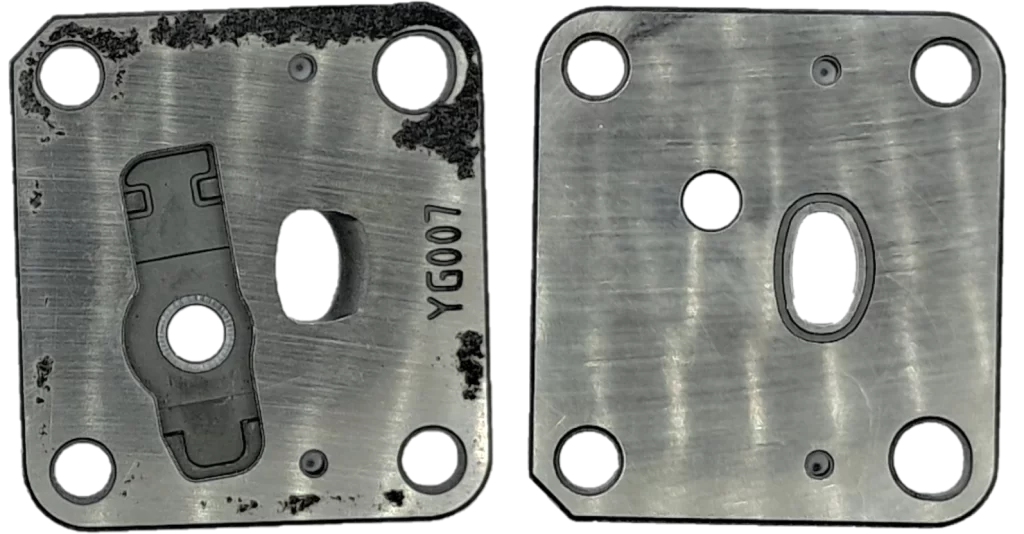
Valve Plate & Reed Valves
A critical component set includes reed valves made of stainless steel and the valve plate, which together manage refrigerant intake and discharge. These thin precision-formed parts ensure unidirectional gas flow and must withstand repeated thermal cycles without fatigue.
- Valve Plate: Weight: 34g | Material: Fe-Cu powder | Commodity: Powder metallurgy | Function: Holds and supports suction and discharge reeds
- Valve Suction Reed: Weight: 2g | Material: Steel | Function: Opens to allow refrigerant into cylinder
- Valve Discharge Reed: Weight: 0.15g | Material: Steel | Function: Opens to release compressed refrigerant gas




Compressor Shell: Structural Housing
The outer casing, typically deep-drawn or welded steel, acts as a pressure vessel and vibration damper. It provides mechanical protection, thermal insulation, and oil retention, all while ensuring leak-proof operation.
- Upper Shell: Weight: 681g | Material: Steel | Commodity: Sheet metal fabrication | Function: Covers motor and discharge components; ensures sealing
- Lower Shell: Weight: 1226g | Material: Steel | Commodity: Sheet metal fabrication | Function: Houses motor and crank; supports compressor base
03Suction & Compression Cycle
The compressor serves as the central component of the refrigeration system, ensuring continuous circulation of refrigerant throughout the cooling cycle. This operation occurs in two distinct stages - suction and compression.
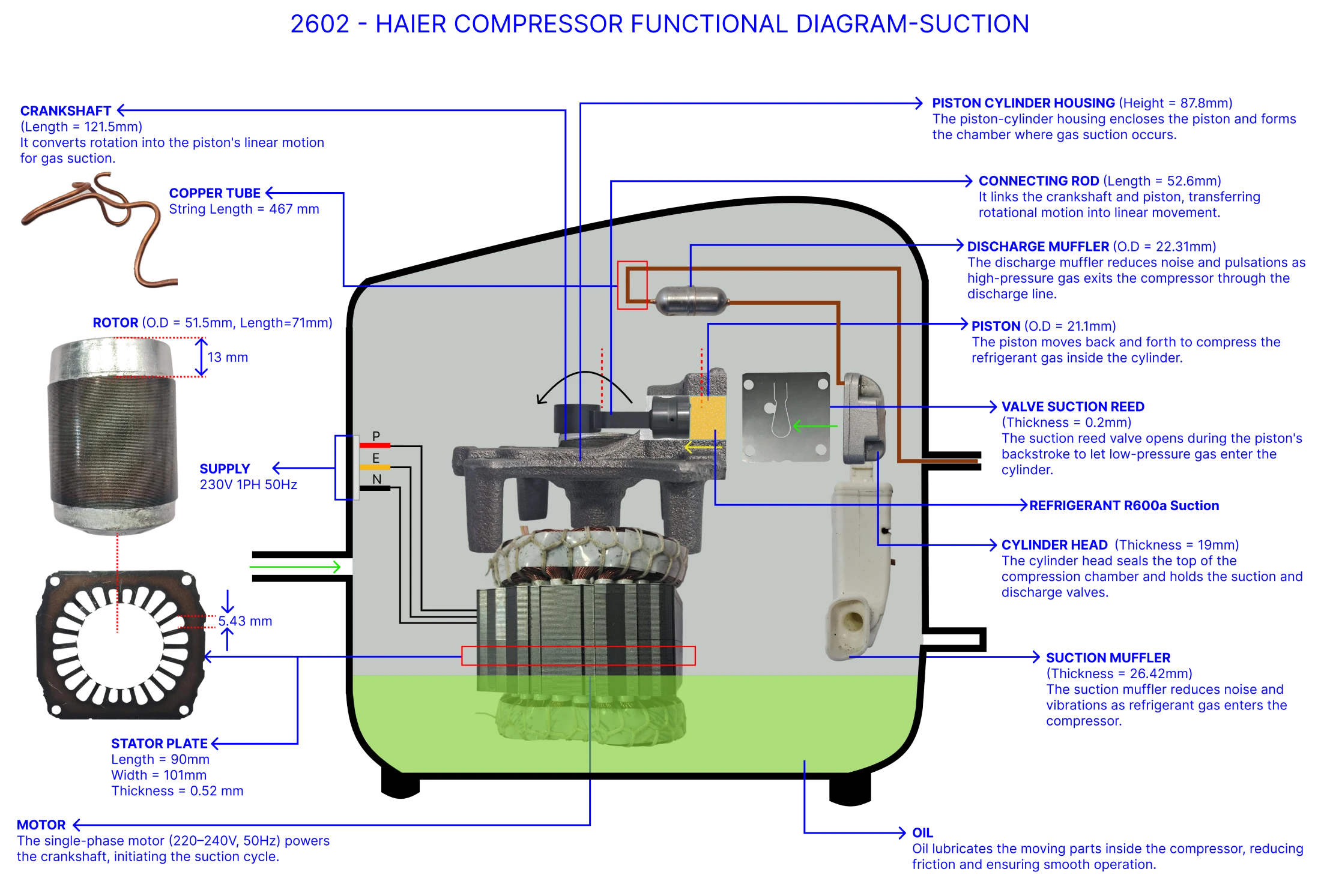
Suction Stage
In the suction phase, the single-phase induction motor (230 V, 50 Hz) rotates the crankshaft, which transfers motion through the connecting rod to drive the piston downward inside the cylinder housing. This increases the internal chamber volume and creates a low-pressure zone, causing the valve suction reed to lift. Low-pressure R600a refrigerant from the evaporator is then drawn into the cylinder through the suction muffler, which reduces intake noise and vibration. Lubricating oil in the crankcase coats the moving parts, ensuring smooth operation and minimizing wear - factors that can impact service life and maintenance costs.
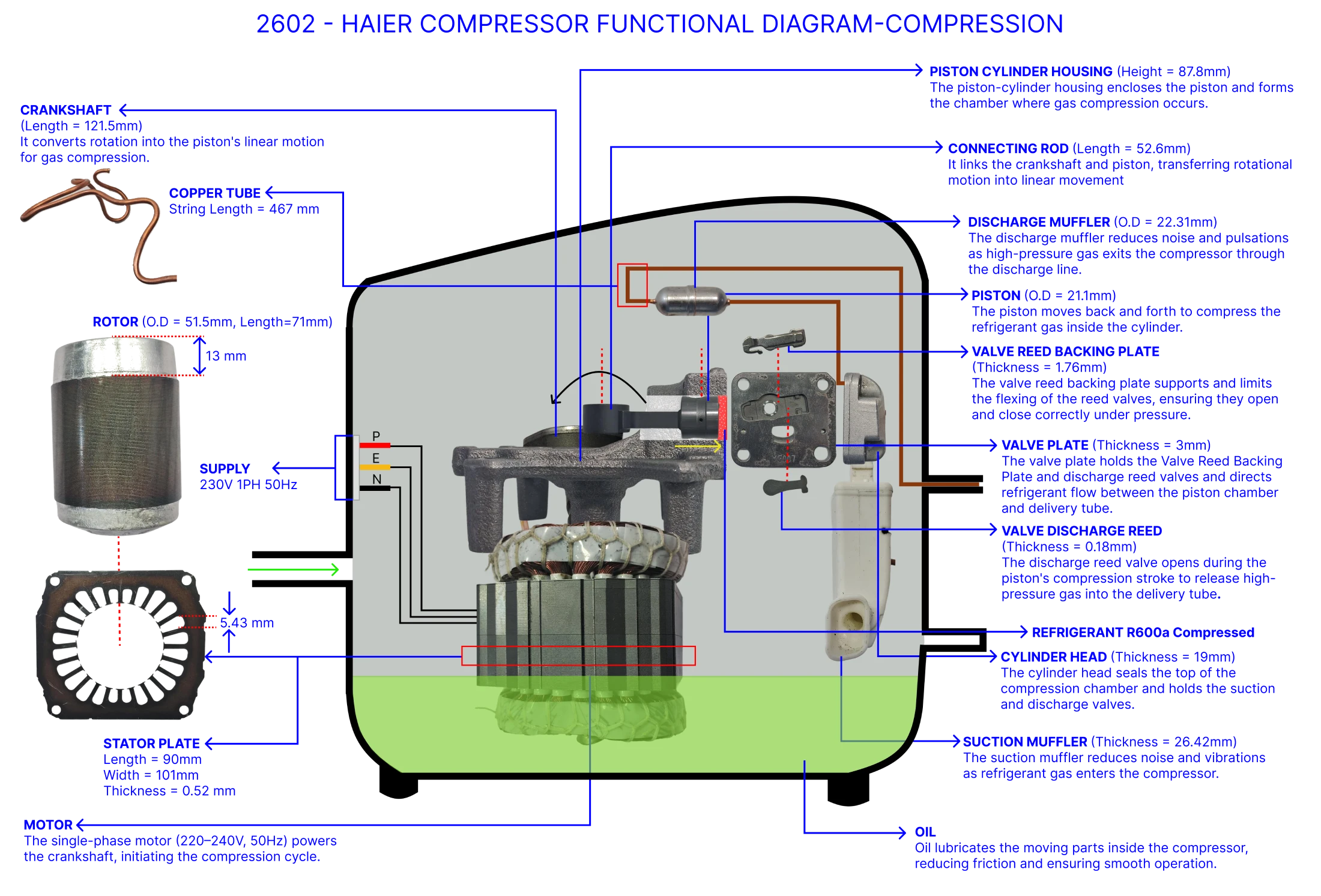
Compression Stage
As the crankshaft continues its rotation, the piston moves upward, reducing the chamber volume and compressing the refrigerant gas. The valve suction reed closes to prevent reverse flow, and pressure builds rapidly. Once the internal pressure exceeds the discharge pressure, the valve discharge reed opens, allowing the high-pressure, high-temperature refrigerant to pass through the discharge muffler before flowing to the condenser. The precision and durability of these valve components are critical, as they influence efficiency, noise levels, and the cost competitiveness of the design.
04BOM & Weight Analysis
Bill of Materials
| Part Name | Material | Weight (g) | Function |
|---|---|---|---|
| Compressor Shell | CRCA Steel | 950 | Encases all internal parts; ensures hermetic sealing |
| Motor Stator | Copper & Steel | 420 | Generates magnetic field to drive rotor |
| Rotor | Aluminium & Steel | 180 | Spins inside stator to create mechanical energy |
| Crankshaft | SAE 4140 | 120 | Drives piston in cylinder block |
| Piston & Cylinder | Fe-Cu powder | 140 | Compresses refrigerant gas |
| Valve Plate & Valves | Fe-Cu powder | 60 | Controls suction and discharge of refrigerant |
| Oil & Seals | Synthetic Oil & Rubber | 50 | Ensure lubrication and leak-proofing |
| Mounts & Terminals | Rubber/Plastic | 30 | Dampens vibration, facilitates wiring |
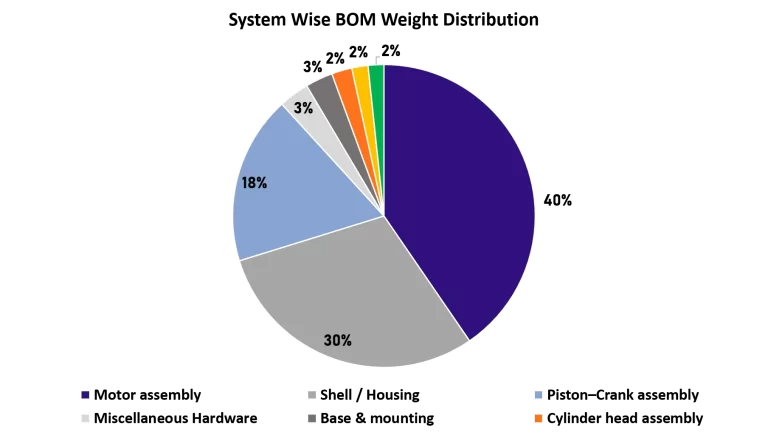
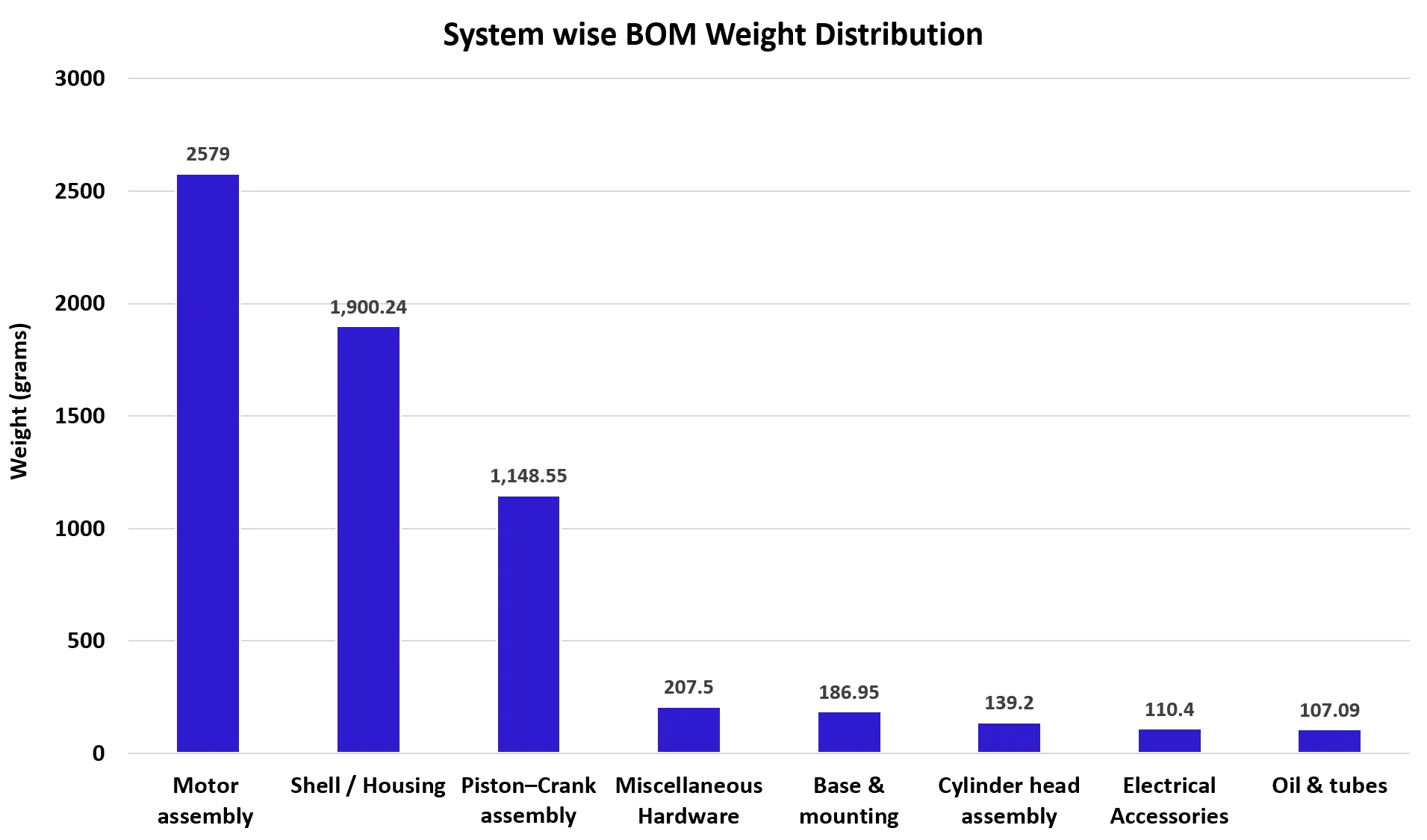
BOM Weight Distribution
A key step in compressor benchmarking is understanding how weight is distributed across subassemblies. Since material cost often scales with weight, the BOM weight distribution highlights major cost drivers. Total weight: 6,378 grams.
- Motor Assembly (40.4%): Stator and rotor with copper windings and steel cores; largest cost and weight contributor
- Shell / Housing (29.8%): Upper and lower steel shells; provide structural strength and hermetic seal
- PistonCrank Assembly (18.0%): Includes piston, crankshaft, connecting rod, and bearings; key for compression reliability
- Cylinder Head Assembly (2.2%): Suction/discharge valves and mufflers; small weight but critical for efficiency and noise
- Base & Mounting (2.9%): Base plate and mounts for vibration damping and stability
- Oil & Tubes (1.7%): Lubricating oil and refrigerant tubing for smooth operation
- Electrical Accessories (1.7%): Relays, capacitors, and thermal protectors; lightweight but essential for motor start-up
- Miscellaneous Hardware (3.3%): Bolts, washers, springs, and minor fittings
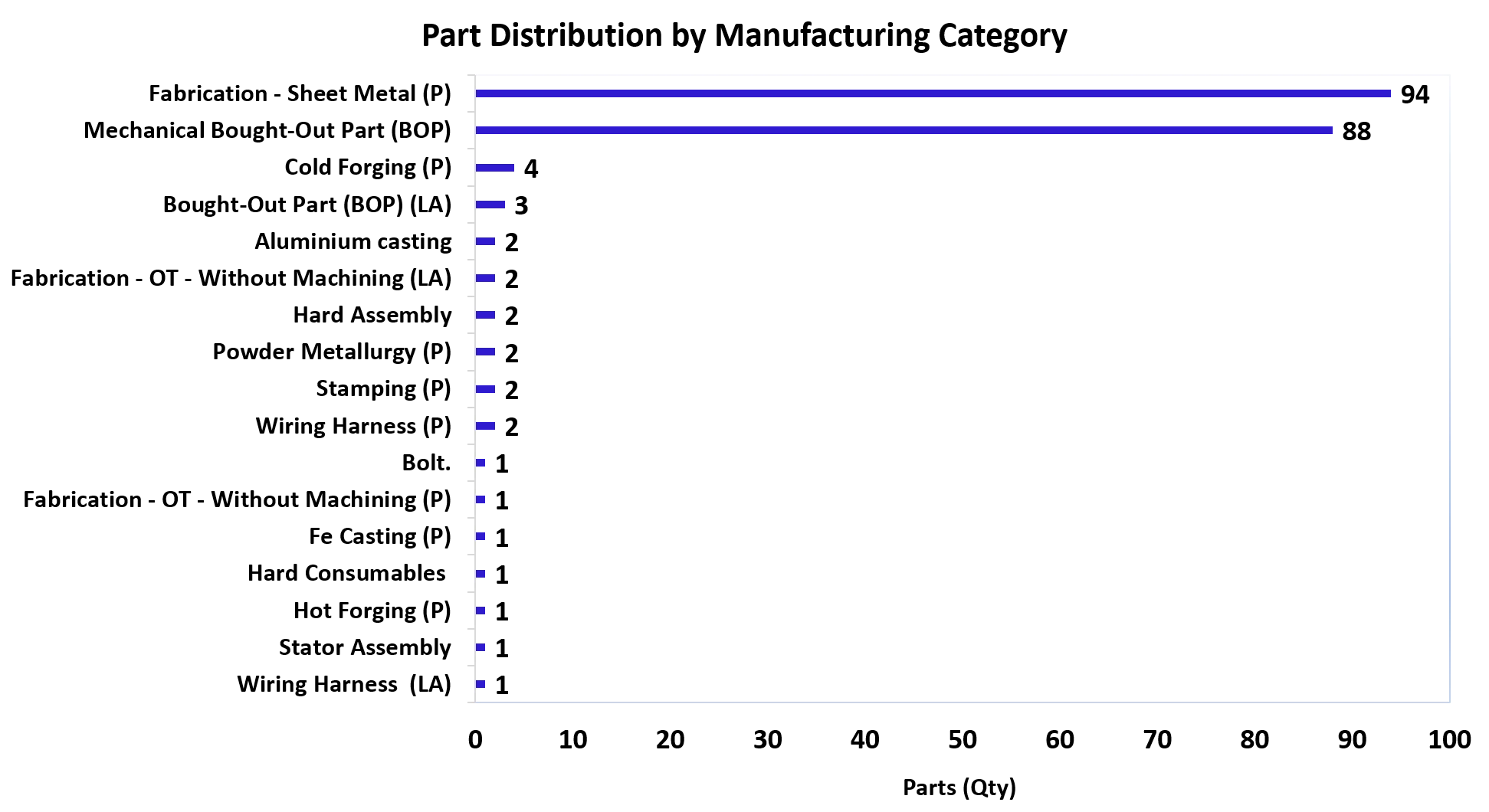
Manufacturing Category Distribution
An accurate understanding of part distribution across manufacturing processes is essential for identifying cost drivers and design optimization opportunities.
- Fabrication Sheet Metal (P) (45.9%) and Mechanical BOP (43.9%): Account for the majority of parts, reflecting extensive use of sheet metal components and mechanical assemblies
- Bought-Out Parts (BOP) (1.5%), Stator Assembly (0.5%), Wiring Harnesses (1.5%): Fewer in number but critical and specialized
- Cold Forging (2.0%), Hot Forging (0.5%), Powder Metallurgy (1.0%), Fe Casting (0.5%): Minimal part counts yet vital for durability and mechanical integrity
- Consumables and small fittings (1.0% combined): Contribute to assembly stability and proper functioning
The analysis shows that nearly 90% of the parts are from fabricated sheet metal and mechanical bought-out categories, highlighting the strong reliance on metal forming processes in compressor design.
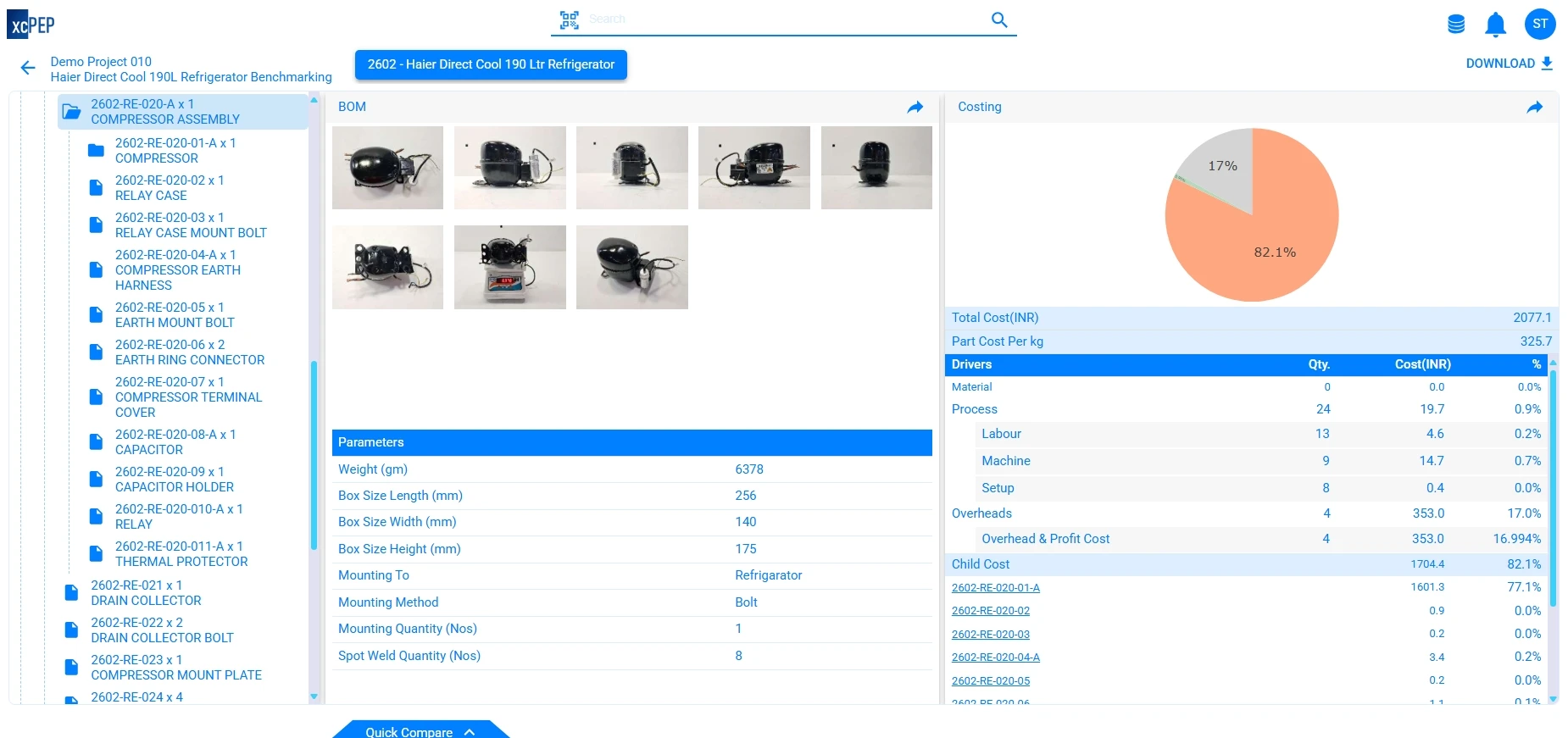
05Should Cost Analysis
Detailed Should Cost Analysis Analysis
The compressor was analyzed to estimate its manufacturing cost using a detailed should cost analysis approach. The study considered factors such as material costs, labor, production volumes, and component sourcing:
- The compressor was manufactured in India
- Estimated production volume: 40,000 units annually
- Material rates and labor cost benchmarks referenced for Q1 FY25-26
The total calculated cost of the compressor is ?2,077.09, with the Motor Assembly contributing the largest share.
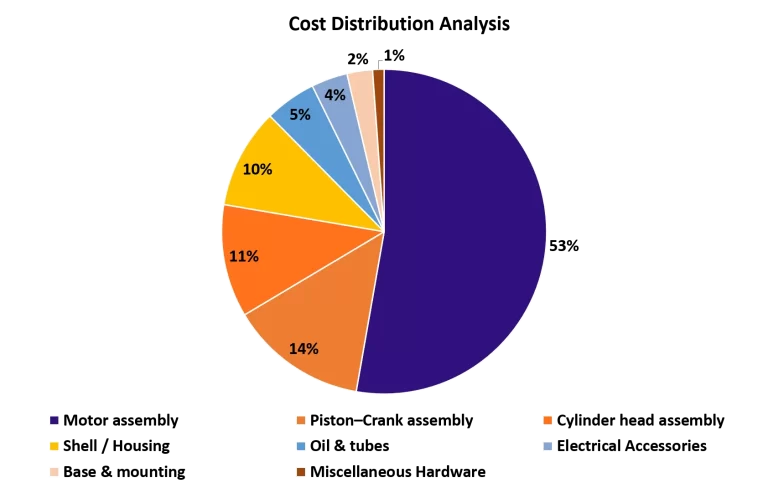
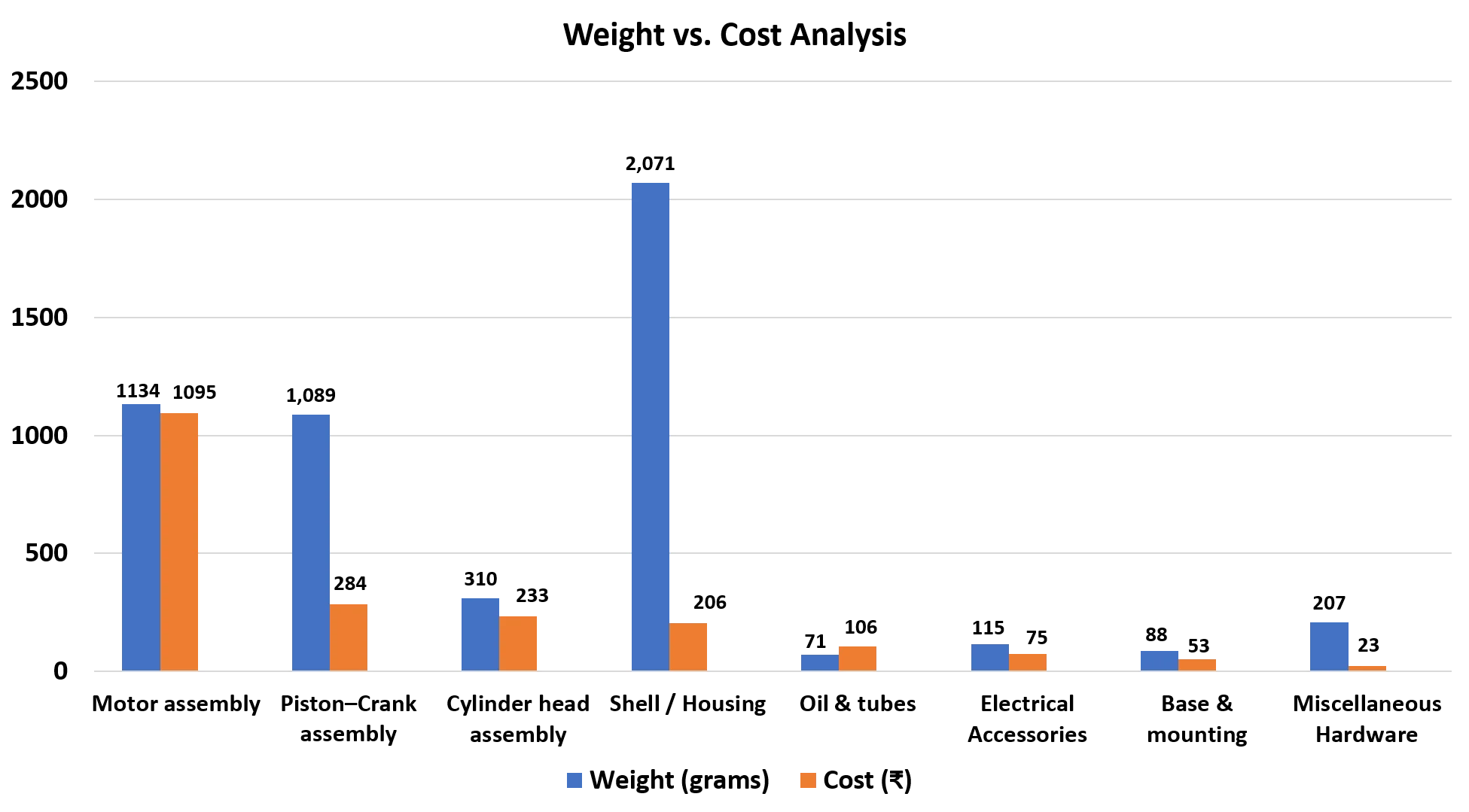
Weight vs Cost Correlation
The correlation between weight distribution and cost contribution provides deeper insights into compressor economics:
- Motor Assembly: Heaviest subassembly (40.4% of weight) also accounts for ~71% of cost, confirming its role as the dominant cost driver
- Shell / Housing: Nearly 30% of total weight but only ~13% cost share, indicating lower material and processing cost per unit weight
- PistonCrank Assembly: 18% weight and 12% cost, showing balanced weight-to-cost contribution
- Electrical Accessories & Oil/Tubes: Less than 2% each of total weight but 45% of cost, showing lightweight parts can carry disproportionately high costs
- Miscellaneous Hardware: 3.3% weight but less than 1% cost, demonstrating minimal cost impact
Should-Cost Summary
A comprehensive should-cost estimation considers regional production volumes, manufacturing methods, and material prices. Based on benchmarking for a compressor weighing ~6.378 kg:
- Raw Material Cost: ?995.16 (~47.9%)
- Bought-Out Parts: ?258.79 (~12.5%)
- Process Cost: ?396.10 (~19.1%)
- Overheads: ?427.10 (~20.6%)
Estimated Should-Cost: ?2,077.15 per unit (India, 40k units/year)
Key Insights:
- Copper windings form a major portion of cost and weight (~14% of total cost)
- The sealed structure and precise machining of crankshaft and cylinder block make machining a significant cost contributor
- Insulation, gaskets, and plastic inserts - though low in weight - are critical to long-term performance
- Local sourcing of sub-assemblies (motor windings, valve plates) can reduce cost by up to 10%
- Minimal space inside shell implies tight tolerances, leading to increased setup and process control requirements
Summary Table: BOM and Should-Cost Overview
Estimated Should-Cost: ?2077.15 per unit (India, 40k units/year)
Summary: Production Volume: 40,000 units/year (India) | Total Weight: ~6.378 kg | Should-Cost: ?2,077.15/unit | Major Cost Driver: Stator assembly and copper windings
Conclusion: This refrigerator compressor teardown provides deep insight into component-level cost contributors and optimization opportunities. Through BOM and should-cost benchmarking, OEMs and procurement teams can identify areas for cost rationalization, supplier localization, and design simplification.
Software Platforms Used
Should Cost Software
xcPEP delivers real-world accurate, transparent and defensible should cost analysis of mechanical, electrical and electronics components from drawings or physical parts.
Explore xcPEP →Should CostData
xcPROC is the centralized database engine powering xcPEP. Each database is meticulously curated by a dedicated data research team to be region-specific and time-specific.
Explore xcPROC →