Detailed BOM and Part-Level Parameter Mapping
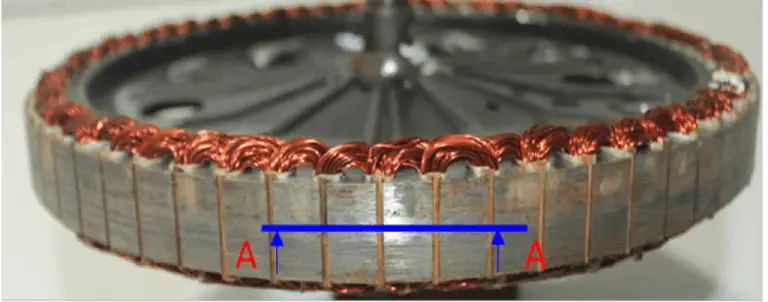
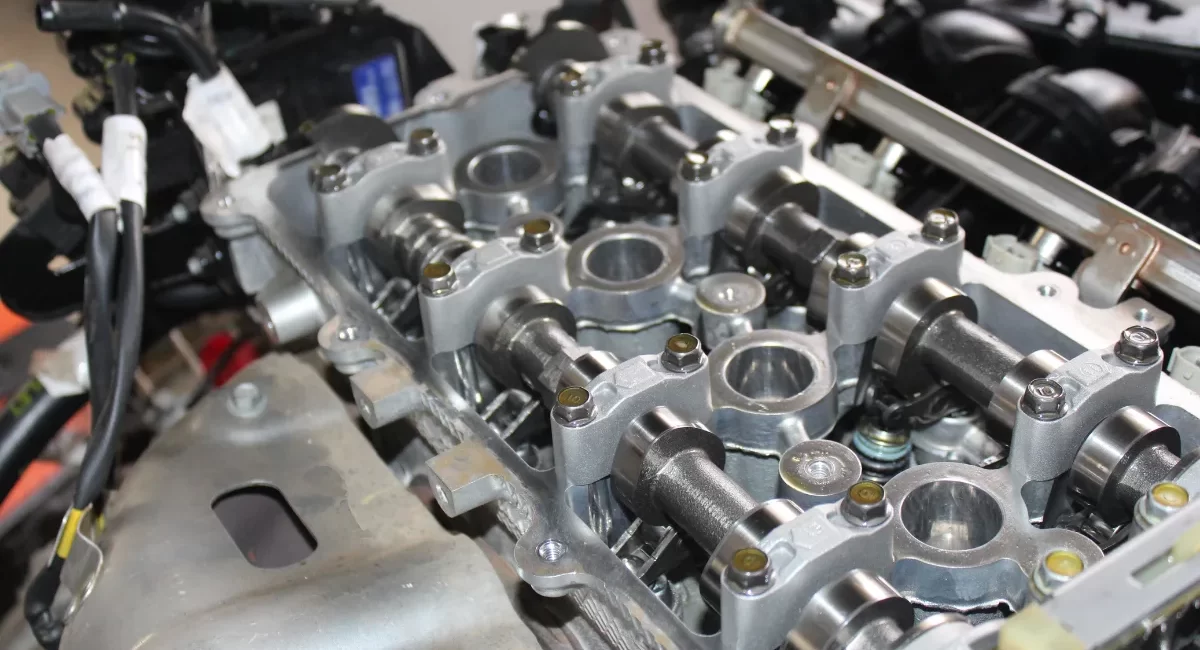
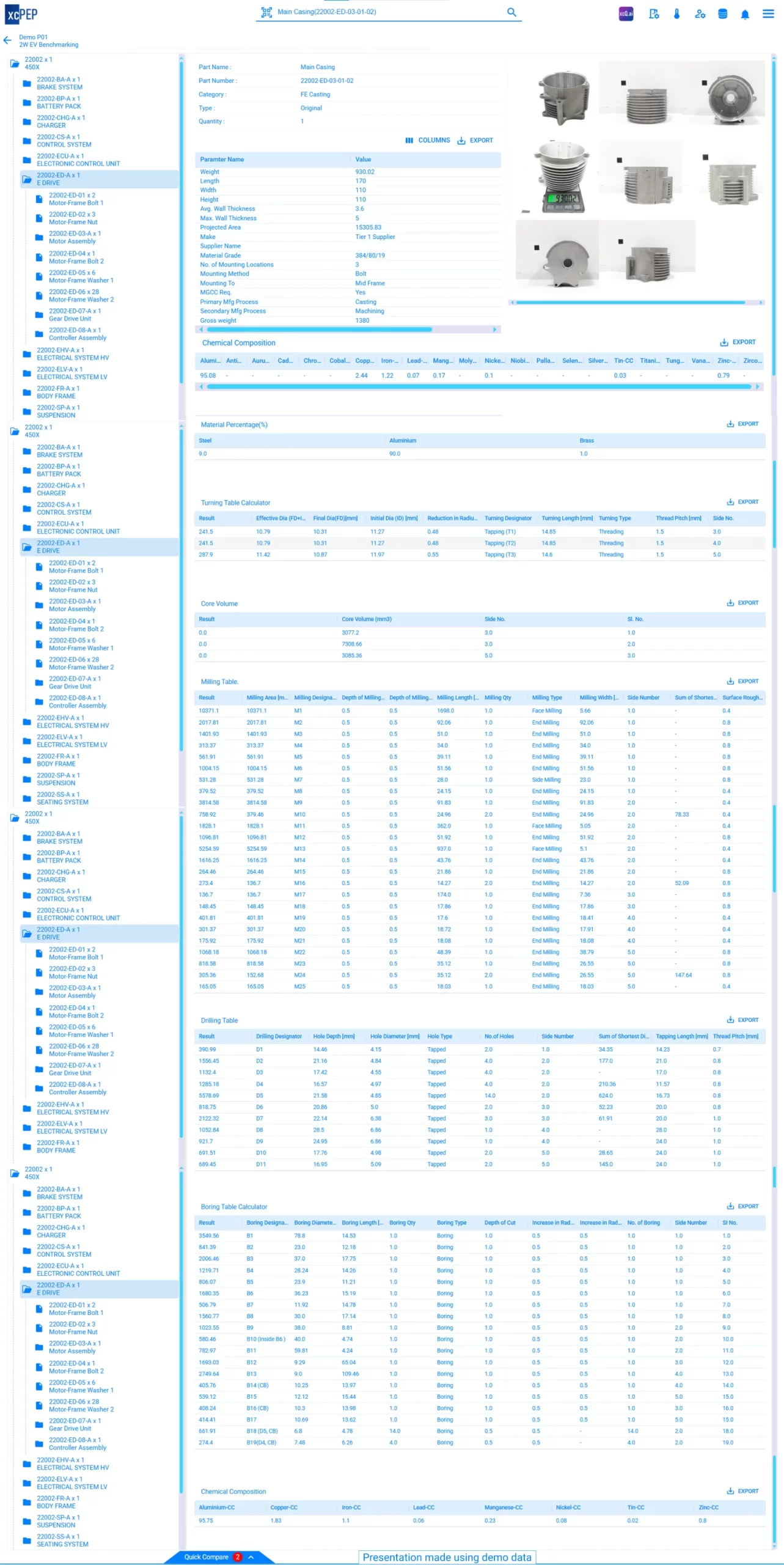
xcPEP enables detailed mapping of bill of materials (BOM) and part-level attributes using teardown studies & engineering drawings. For each part, more than 50 parameters are captured, including weight, geometry, box size, wall thickness, coating type, manufacturing category, material grade, surface area, and perimeter.
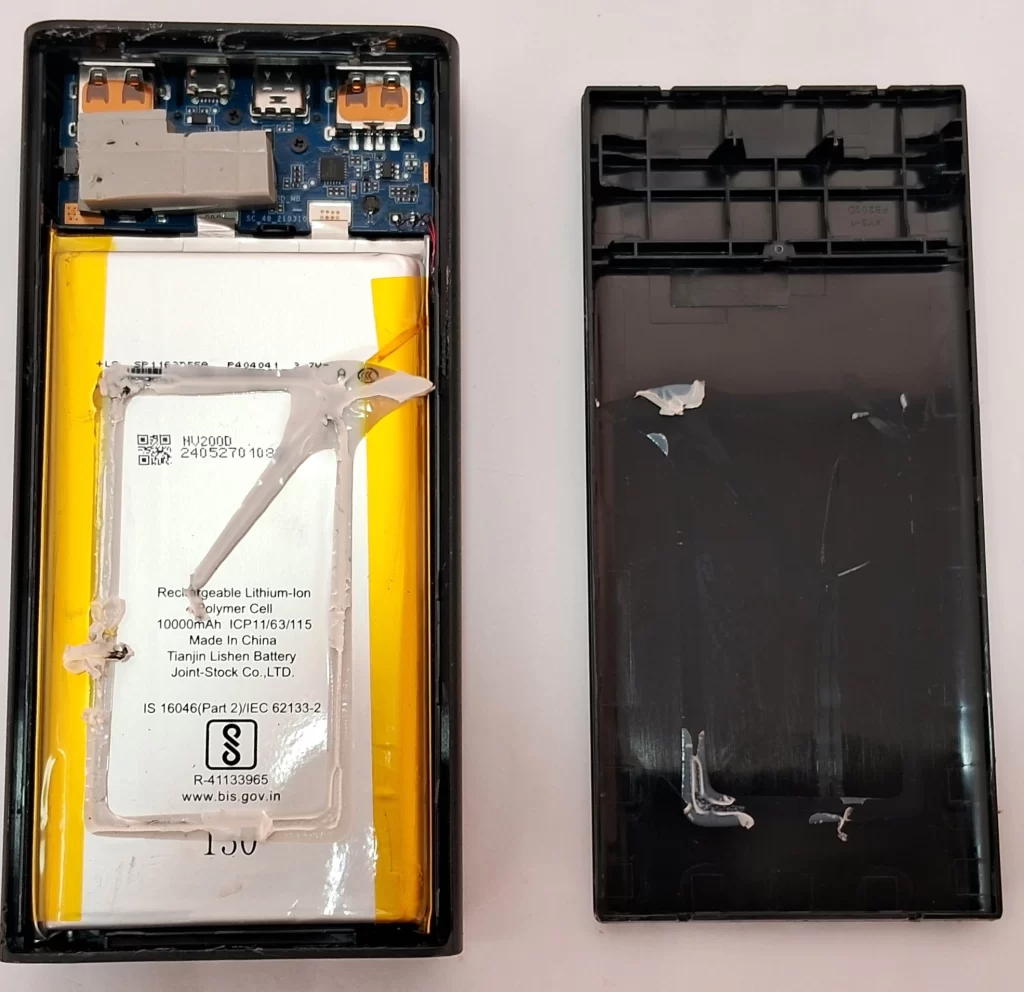
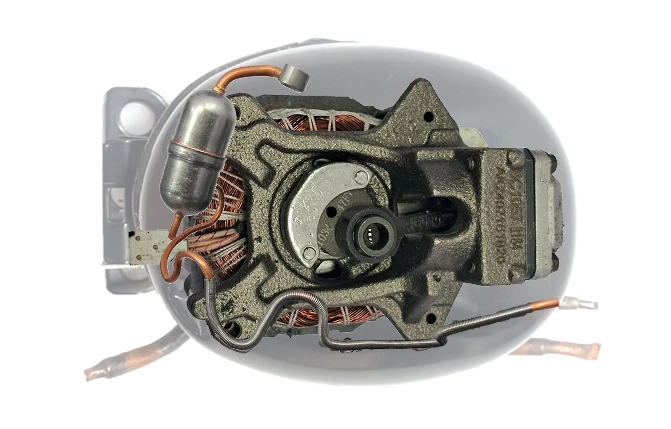
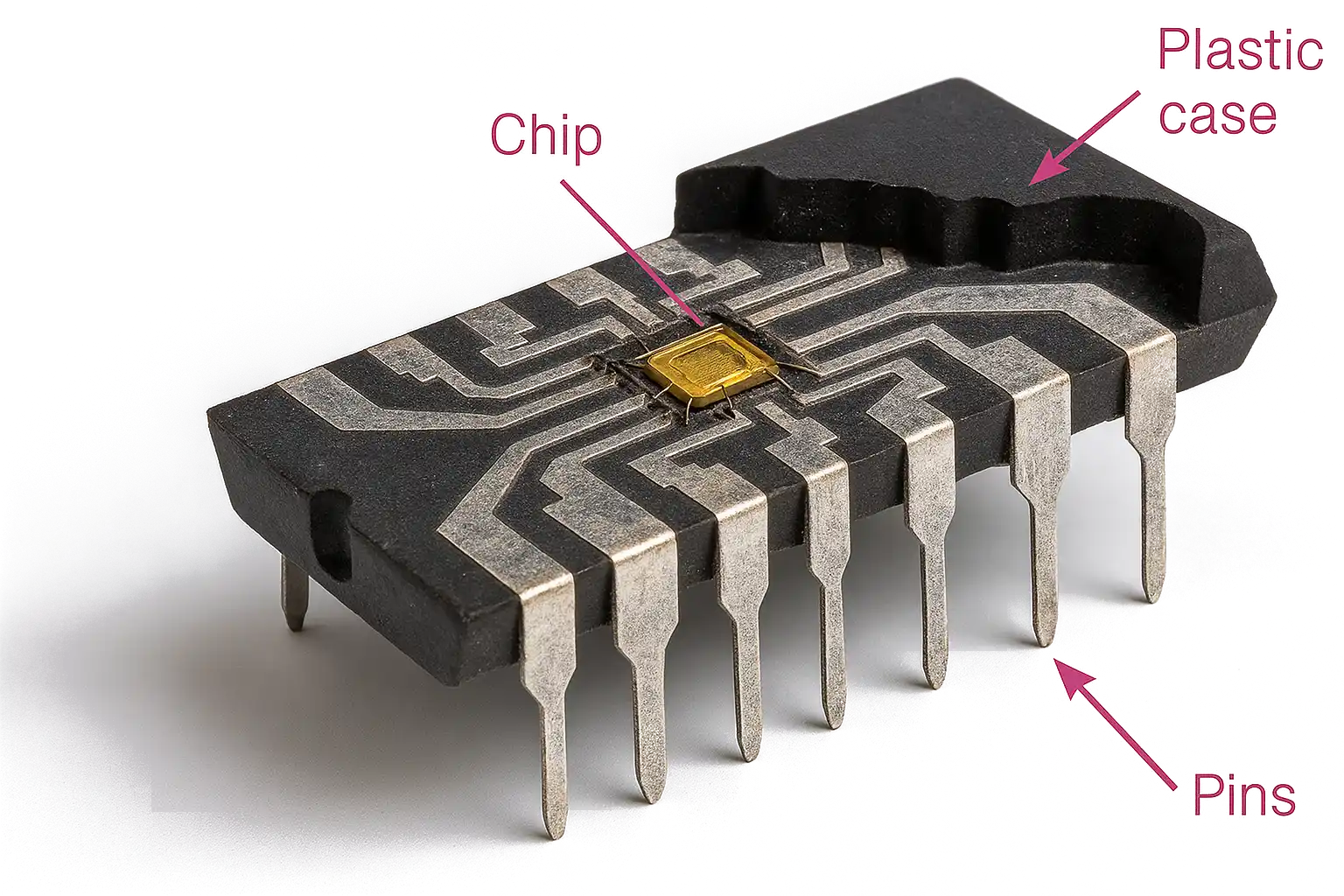
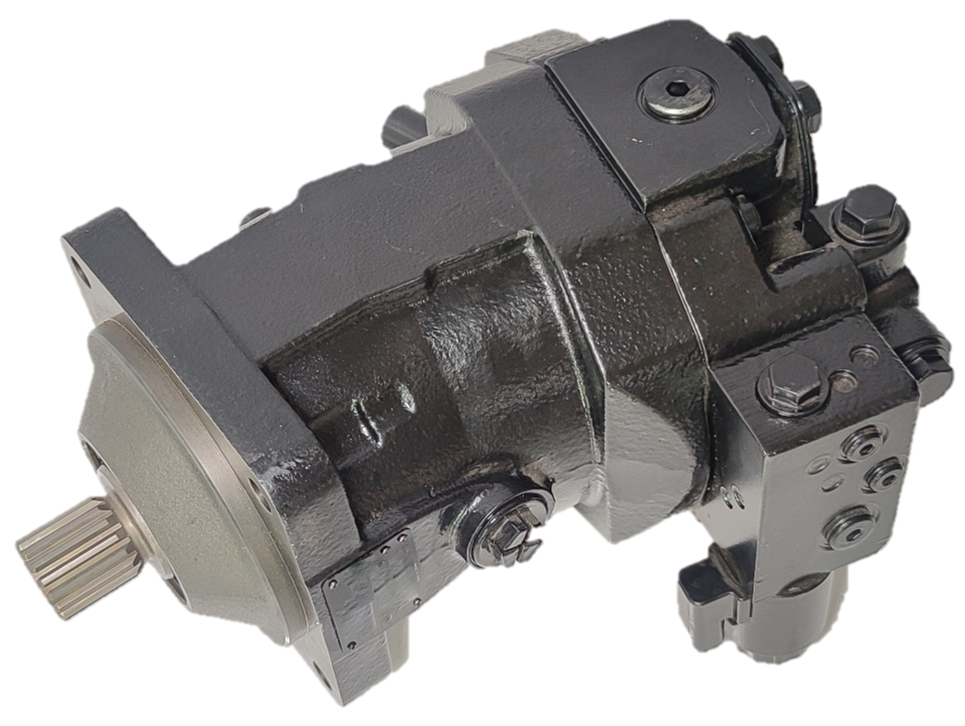
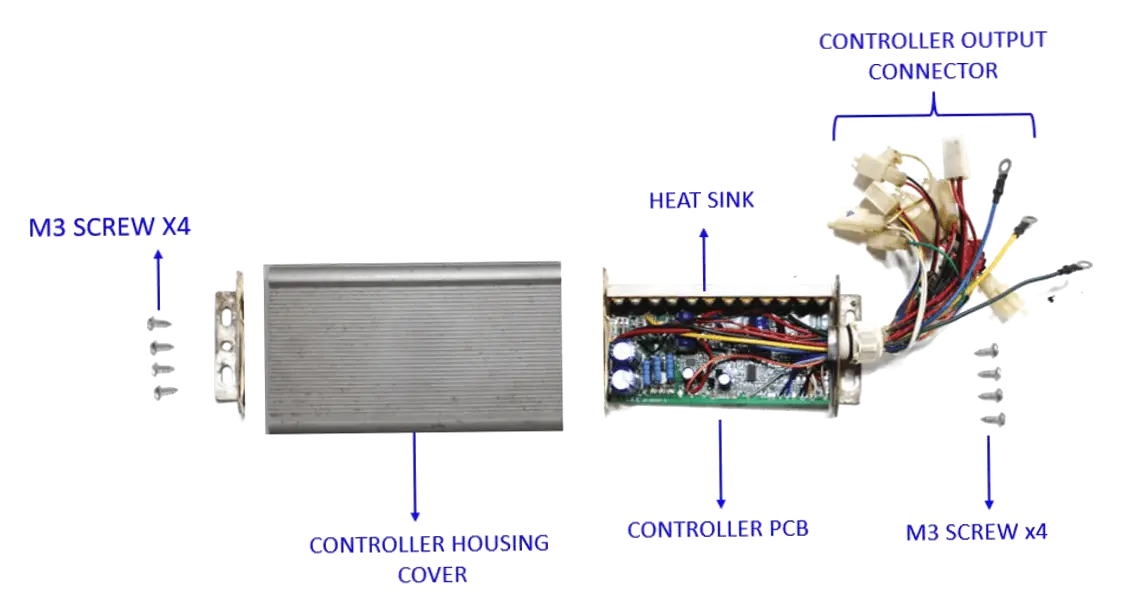
For mechanical components, data such as mounting methods, joining techniques, casting types, and machining details are also captured. For electrical components, the BOM includes semiconductor details, PCB attributes, number of layers, component placement, and manufacturer references. When drawings are available, parameters are extracted manually or via assisted parsing, enabling xcPEP to generate cost models directly from the data.
The BOM template is process-specific and fully editable. Users can modify it to add new parameters or build entirely new BOM templates as required. All mapped data is structured, traceable, and ready for use within the cost model engine.
Configurable Cost Models
xcPEP allows users to work with structured, editable cost models instead of static templates. Each cost model is built using equations and logic relevant to the specific manufacturing process being costed. Inputs such as material usage, cycle time, tool life, labour effort, and overhead allocation can be adjusted to match internal standards or supplier conditions.
Cost models in xcPEP are fully editable; users can modify them based on actual production flows. New Models can also be created from scratch for new processes, ensuring that cost logic remains relevant as products and technologies evolve. For specific requirements, additional parameters can be mapped into a model. For example, injection moulding models can be extended with user-defined fields beyond the defaults, allowing for deeper process-specific detail when needed.
Build-Your-Own Cost Models
For cases where standard cost models do not apply, xcPEP provides the ability to create fully custom models. Users can define process steps, assign formulas, and build part-specific costing structures from the ground up. Each model follows a consistent framework, allowing for integration with other platform modules. This flexibility ensures that niche processes, proprietary methods, or new product lines can be costed with the same level of control and consistency as standard components.
Input data required for these models, such as material prices, machine rates, or tooling norms, can be fetched from the xcPROC cost data service.
Built-in Cost Dashboards
xcPEP has in built dashboards that display cost breakdowns by part, process, material, supplier, and other filters. Users can view cost distribution as percentages or absolute values, enabling clear understanding of major cost drivers. No third-party BI tools are required; dashboards are built into the platform and update in real time as inputs or assumptions change. All data can be downloaded as Excel files for further analysis or sharing.
Scenario Simulation and Comparison
Users can create multiple scenarios for the same part or assembly by modifying key inputs such as production volume, material grade, process route, or supplier location. Each scenario is stored independently and can be compared using built-in tools. Graphical views allow users to see cost deltas and pinpoint which assumptions contributed to variation. This helps teams evaluate trade-offs before making sourcing or design decisions.
Cost Delta and Driver Analysis
When multiple scenarios or models are available, xcPEP highlights the changes in cost and identifies the key drivers. This helps teams understand how specific assumptions—like cycle time changes or material substitutions—impact final cost. The analysis is integrated into the comparison workflow, making it easy to trace outcomes back to decisions. It supports more informed discussions across engineering, sourcing, and finance.
xcPROC Cost Data Integration
xcPEP connects directly to xcPROC, ASI’s internal cost database. This allows users to access consistent values for raw material prices, machine-hour rates, labour costs, tooling norms, and more. All datasets are built and maintained by ASI and updated on a defined schedule. If a user needs data specific to a plant, region, or process, ASI can build and deliver that subset on request.
Users only subscribe to the datasets they need, and all data is formatted for direct use in xcPEP models. Since xcPROC is natively integrated with xcPEP, users do not need to depend on any third-party applications or external databases for costing inputs.
In Built Idea Tracker
xcPEP includes a dedicated module to capture cost-saving ideas generated during should-costing. Each entry records the proposal details, expected savings, source of the idea, and current status. Teams can use this feature to track progress, assign ownership, and quantify the impact of cost-reduction efforts. The module ensures that valuable insights from costing exercises are not lost and are tied to implementation.
Role-Based Access Control
xcPEP offers granular access control, allowing administrators to define who can view, create, or edit models and data. Permissions can be set at the module, part, or user level. This ensures that teams across engineering, sourcing, and finance have access only to the tools and data relevant to their work. The system supports parallel collaboration without compromising data integrity or control.
Multi-Team Collaboration
Multiple users from different functions can work on the same part or model simultaneously. Engineering teams can define the technical inputs, sourcing can simulate supply-side changes, and finance can view cost outputs—all within the same platform. Access is filtered by role, and activity is coordinated without overlap. This reduces delays and promotes transparency across functions.
Import Tools
xcPEP supports importing BOMs, technical specifications, and costing data from Excel, CSV, and XML formats. Part attributes and cost-related parameters can be bulk uploaded or mapped directly to model fields. This accelerates onboarding of new parts and supports integration with existing workflows. Import formats follow a consistent structure to maintain model integrity.
Custom Reporting and Downloadable Output
All outputs in xcPEP—including full cost breakdowns, comparison reports, and part summaries—can be downloaded in structured Excel formats. Reports are formatted for clarity and ready to be used in internal reviews, supplier discussions, or audits. This enables seamless communication between teams and across functions, while keeping a clear record of cost decisions.
API-Based Integration
The platform provides APIs for integration with external systems such as PLM, ERP, or reporting tools. Data can be exchanged bi-directionally, allowing updates to BOMs, supplier lists, or cost outputs to flow seamlessly between systems. Integration helps avoid duplication of effort and improves alignment with broader digital infrastructure.