Plastic Moulding

- Film Packaging
- Polyethylene (PE) Films
- Polypropylene (PP) Films
- Polyethylene Terephthalate (PET) Films
- Biaxially Oriented Polypropylene (BOPP)
- Cast Polypropylene (CPP)
- Biaxially Oriented Polyester (BOPET)
- Amorphous Polyester (APET)
Thermoforming
- Vacuum Forming
- Pressure Forming
- Drape Forming
- Twin-Sheet Forming
- Foam Moulding
- Structural Foam Moulding
- Architectural Foam Moulding
- Foam Crown Moulding
- Stucco Foam Trim
- EPS Shape Moulding
Extrusion Moulding – Plastic & Ceramic
- Direct (Forward) Extrusion
- Indirect (Reverse) Extrusion
- Hydrostatic Extrusion
- Blown Film Extrusion
- Sheet/Film Extrusion
- Tubing Extrusion
- Coextrusion
- Extrusion Coating
Plastic Rota Moulding
- Clamshell Machine
- Shuttle Machine
- Carousel Machine
Injection Moulding – Thermoplastic
- High-Pressure Injection
- Micro Injection Moulding
- Gas-Assisted Injection
- Thin-Wall Packaging Moulding
Injection Moulding – Thermoset
- Transfer Moulding
- Compression Moulding
- Reaction Injection Moulding (RIM)
- Blow Moulding
- Extrusion Blow Moulding
- Injection Stretch Blow Moulding
- Accumulator Head Blow Moulding
Rubber Moulding

- Compression Moulding – Rubber
- Hydraulic Compression Moulding
- Transfer Compression Moulding
- Preformed Rubber Blank Moulding
- Closed Mold Curing
- Rubber Sheet Moulding
- Extrusion Moulding – Rubber
- Hot Feed Extrusion
- Cold Feed Extrusion
- Microwave Curing Extrusion
- Steam Vulcanization Extrusion
- Salt Bath Curing
- Autoclave Curing
- Injection Moulding – Rubber
- Liquid Injection Moulding (LIM)
- Vacuum Injection Moulding
- Rubber Transfer Injection
- Cold Runner Injection Moulding
- Injection Moulded Seals & Gaskets
- Extrusion Moulding – Rubber & Plastic
- Dual Extrusion (Hard-Soft Combinations)
- Co-extruded Weather Seals
- TPV and EPDM Hybrid Extrusion
- Rubber-Plastic Strip Profiles
- Edge Trim Extrusion
Metal Forming

- Cold Forging
- Cold Heading
- Cold Extrusion
- Cold Impact Extrusion
- Coining
- Cold Roll Forging
Ferrous Casting – Sand Casting
- Green Sand Casting
- Resin-Bonded Sand Casting
- No-Bake Sand Casting
- Shell Moulding
- Lost-Foam Casting (Ferrous)
Hot Forging – Gear
- Upset Forging of Gear Blanks
- Cogging
- Skiving & Burnishing
- Finish Forging
Hot Forging – Crankshaft
- Preform Forging
- Rotary Forging
- Impression-Die Forging
- Finish Forging & Trimming
- Powder Metallurgy
- Cold Press & Sinter
- Hot Isostatic Pressing (HIP)
- Metal Injection Molding (MIM)
- Powder Forging
Spring – Cold Wound
- Compression Spring Coiling
- Extension Spring Coiling
- Torsion Spring Coiling
- Wire Straightening & Stress Relieving
Spring – Hot Wound
- Hot Coil Winding
- Ring Spring Forming
- Shot Peening
- Annealing
Substrate – Metallic
- Aluminum Substrate Bonding
- Copper Core Substrates
- Metal-Insulated Substrates (IMS)
- Heat-Sink Metal Cores
- Zinc Casting – HPDC
- Hot-Chamber Die Casting
- Cold-Chamber Die Casting
- Vacuum Die Casting (Zinc)
- Squeeze Casting
Zinc Casting – GDC
- Tilt-Pour Gravity Casting
- Low-Pressure GDC
- Slush Casting
- Permanent-Mould Casting
Aluminium Casting – HPDC
- Cold-Chamber HPDC
- Hot-Chamber HPDC
- Vacuum HPDC
- High-Pressure Die Casting (Al Alloys)
Aluminium Casting – GDC
- Tilt-Pour Permanent-Mould Casting
- Slush Casting
- Low-Pressure Permanent-Mould
- Semi-Solid Rheo Casting
- Brass Casting – LPDC
- Bottom-Fill LPDC
- Counter-Gravity LPDC
- Semi-Solid LPDC
- Hot-Chamber LPDC
Brass Casting – GDC
- Tilt-Pour Gravity Casting
- Permanent-Mould GDC
- Centrifugal Casting (Brass)
- Sand-Mould Gravity Casting
Hot Forging – Roll
- Cogging-Mill Roll Forging
- Controlled Rolling
- Ring Rolling
- Scale-Breaker Rolling
Hot Forging – Closed Die
- Impression-Die Forging
- Flashless Forging
- Flash-Type Forging
- Precision Forging
Metal Fabrication

- Fabrication – Sheet Metal
- Laser Cutting
- Shearing
- Press Brake Bending
- Punching & Notching
- Roll Forming
- Deburring & Finishing
Machining – Gear
- Gear Hobbing
- Gear Shaping
- Gear Grinding
- Gear Broaching
- Gear Heat Treatment
- Fabrication – Structural & Others
- Steel Beam & Plate Welding
- Pipe & Tube Spooling
- Chassis & Frame Assembly
- Sheet Lamination
Metal Hose Assembly
- Spiral‐Wound Hose
- Braid Reinforced Hose
- Corrugated Hose
- PTFE Lined Hose
- Swaging & End Fitting
Stamping – Progressive Die
- Multi-station Strip Feeding
- Cutting, Forming & Piercing
- Progressive Coil Processing
- Stamping – Transfer Die
- Individual Blank Feeding
- High-Speed Compound Operations
- Automated Part Transfer
Stamping – Compound Die
- Simultaneous Cutting & Forming
- Deep Draw & Embossing
- High-Tonnage Presses
Cutting & Ablation
- Laser Cutting
- Plasma Cutting
- Waterjet Cutting
- Oxy-Fuel Cutting
- Welding & Joining
- MIG / MAG Welding
- TIG Welding
- Spot Welding
- Friction Stir Welding
- Laser Welding
Surface & finishing
- Grinding & Polishing
- Powder Coating
- Anodizing
- Galvanizing
Electrical
- Connectors
- Wire-to-Wire Connectors
- Wire-to-Board Connectors
- Board-to-Board Connectors
- Terminal Blocks
- Automotive Sealed Connectors
Electrical Cable
- Shielded Power Cable
- Coaxial Cable
- Ribbon Cable
- High Voltage Cable
- EV Battery Cables
Cell
- Cylindrical Cell
- Prismatic Cell
- Pouch Cell
- LFP / NMC / NCA Chemistries
- Cell Terminal Configurations
Display
- LCD Panel
- LED Backlit Display
- OLED Display
- Touch Panel (Capacitive / Resistive)
- TFT Module
- PCB – Aluminium
- Single Layer Aluminium PCB
- IMS (Insulated Metal Substrate)
- High Thermal Conductivity Types
- LED Application Boards
PCB – Copper
- Heavy Copper PCB
- High Frequency PCB
- Multilayer Copper Core
- RF Power PCBs
PCB – FR4
- Standard FR4 PCB
- Multilayer FR4 PCB
- Rigid-Flex FR4
- High Tg FR4
PCB – Ceramic
- Alumina Ceramic PCB
- Aluminium Nitride PCB
- Direct Bonded Copper (DBC)
- Low-Temperature Co-fired Ceramic (LTCC)
- PCB – Flexible
- Single-Sided Flex PCB
- Double-Sided Flex PCB
- Rigid-Flex PCB
- Polyimide Substrate
Bare PCB – 1 Layer
- FR4 / CEM1
- HASL Finish
- Basic Copper Thickness
Bare PCB – 2 Layer
- FR4 / Aluminium
- Via Drilling
- ENIG / OSP Finishing
Bare PCB – 4 Layer
- Signal-Ground-Signal-Ground Stackup
- Controlled Impedance
- Via-in-pad Design
- Bare PCB – 6 Layer
- Power-Ground Separation
- High-Speed Signal Routing
- Blind & Buried Vias
Bare PCB – 8 Layer
- Advanced Multilayer Stackup
- High-Density Interconnect (HDI)
- Thermal Management Layers
Stator
- Laminated Core Stator
- Hairpin Wound Stator
- Slotted vs Slotless Stator
- Die Cast Winding
Rotor
- Squirrel Cage Rotor
- Interior Permanent Magnet (IPM)
- Surface PM Rotor
- Wound Rotor Construction
Machining

- Drilling
- Standard Twist Drilling
- Deep Hole Drilling
- Gun Drilling
- Pilot & Reaming
Tapping
- Hand Tapping
- Machine Tapping
- Blind Hole Tapping
- Thread Forming
Turning
- External Turning
- Facing on Lathe
- Grooving & Parting
- Thread Turning
Milling
- Face Milling
- Slot Milling
- Profile Milling
- End Milling
Threading
- Single-Point Thread Cutting
- Rolling Dies
- Thread Milling
- Facing
- Lathe Facing
- Plunge Facing
- Facing in Chuck Work
Broaching
- Internal Keyway Broaching
- External Surface Broaching
- Rotary Broaching
Grinding
- Surface Grinding
- Cylindrical Grinding
- Centerless Grinding
- Tool Grinding
Boring
- Line Boring
- Jig Boring
- Horizontal Boring
Notching
- Tube Notching
- Sheet Metal Corner Notching
- Angle Notching
- Laser Cutting
- Fiber Laser
- CO₂ Laser
- Pulse Laser for Microcutting
Honing
- Manual Honing
- Vertical Honing
- Plateau Honing (Automotive)
Gear Hobbing
- Spur Gear Hobbing
- Helical Gear Hobbing
- Spline Cutting via Hobbing
Gear Shaping
- Internal Gear Shaping
- External Gear Shaping
- Timing Gear Shaping
Gear Shaving
- Radial Infeed Shaving
- Diagonal Shaving
- Underpass Method
- Gear Grinding
- Profile Grinding
- Generating Grinding
- Form Grinding
Shot Blasting
- Steel Grit Blasting
- Wheel Blast Systems
- Shot Blast Cleaning
Shot Peening
- Air Blast Peening
- Gravity Peening
- Saturation Peening
Sand Blasting
- Suction Sandblasting
- Pressure Blasting
- Abrasive Media Selection
Lapping
- Flat Lapping
- Cylindrical Lapping
- Polishing and Final Finishing
Welding & Joining
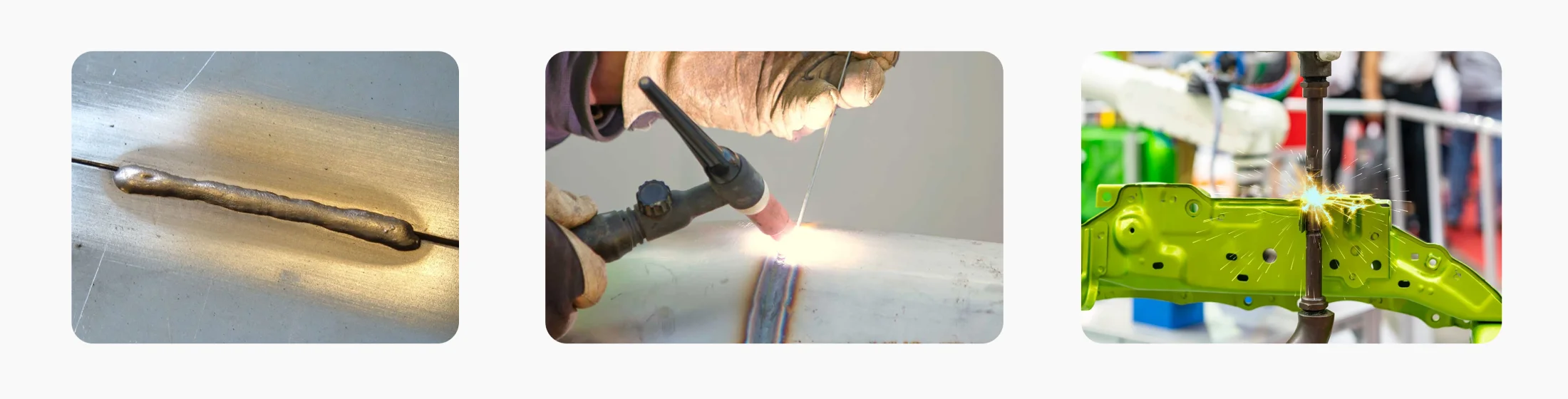
- MIG / MAG Welding
- Carbon Steel MIG
- Stainless MAG
- Pulse MIG for Aluminum
TIG Welding
- Manual TIG
- Orbital TIG
- Thin Section Welding
- Spot Welding
- Projection Spot Welding
- Cross Wire Welding
- Resistance Spot Weld
Friction Stir Welding
- Aluminum Profile Joining
- Tool Steel Weld Head
- Automated Linear FSW
- Laser Welding
- Keyhole Welding
- Conduction Welding
- Fine Micro-Welds
Ultrasonic Welding
- Plastic Ultrasonic Welding
- Wire Splicing
- Battery Tab Welding
- Riveting / Clinching
- Solid Riveting
- Blind Riveting
- Mechanical Clinching
Surface Finishing

- Powder Coating
- Epoxy Powder Coat
- Polyester Powder Coat
- Hybrid Powder Finishes
Electroplating
- Nickel Electroplating
- Zinc Plating
- Chrome Plating
- Anodizing
- Type II Color Anodizing
- Type III Hard Anodizing
- Clear & Black Coatings
Galvanizing
- Hot-Dip Galvanizing
- Electrogalvanizing
- Dry Coating Post-Galv
- Passivation
- Citric Acid Passivation
- Nitric Acid Process
- Stainless Steel Surface Prep
- Deburring & Polishing
- Tumbler Finishing
- Vibratory Deburring
- Buffing & Brushing
Testing & Inspection

- Dimensional Inspection
- CMM Inspection
- Height Gauge / Vernier
- Go/No-Go Gauge
Visual Inspection
- Manual Surface Check
- Visual Defect Sorting
- Deflash / Burr Check
- X-Ray & CT
- Die-Cast Void Inspection
- Battery Cell CT Scan
- BGA Package X-Ray
- Hardness & Microstructure
- Rockwell / Vickers Testing
- Metallographic Etching
- Grain Size Analysis
- Leak & Pressure Testing
- Helium Leak Test
- Air Decay Test
- Hydrostatic Pressure Test
Packaging & Logistics
- Export Packaging
- Palletized Crates
- Heat-Treated Wood (ISPM 15)
- Heavy-Duty Shrink Wrap
Returnable Packaging
- Plastic Bin Systems
- Metal Returnable Cages
- Foldable Crates
- Thermoformed Trays
- Anti-Static Trays
- Custom Molded Cavities
- Conductive Tray Systems
- Labeling & Identification
- Barcode Printing
- Part ID & QR Labels
- Compliance Tagging (RoHS, REACH)
- Final Assembly Packing
- Subassembly Kits
- Cushioned Inserts
- Operator Instruction Leaflets
Miscellaneous
- Booklet
- Saddle Stitch Binding
- Perfect Binding
- Wiro Binding
- Folded Leaflet Assembly
- UV Coating & Lamination
Composite
- Prepreg Layup
- Vacuum Bagging
- Resin Transfer Moulding (RTM)
- Autoclave Curing
- Filament Winding
- Fabric – Rexine
- Heat Embossing
- Pattern Cutting
- Stitching & Overlocking
- Surface Coating
- PVC/PU Backing Lamination
Glass Sheet Manufacturing
- Float Glass Process
- Annealing & Cutting
- Coating & Tempering
- Silk Screen Printing
- Mirror Backing Application
- Glass Moulding
- Press & Blow Moulding
- Injection Blow Moulding
- Rotary Moulding
- Hot Mould Preheating
- Annealing Tunnel Furnace
Paper Packaging
- Corrugated Box Forming
- Die Cutting & Slotting
- Folding & Gluing
- Printed Sleeve Application
- Pulp Moulded Tray
- Substrate – Ceramic
- Alumina Ceramic Substrates
- Green Tape Lamination
- Laser Scribing
- Firing & Metallization
- Direct Bonded Copper (DBC)
Wood
- Plywood Cutting
- Edge Banding
- Laminate Pressing
- Routing & CNC Machining
- Surface Polishing
Machine Database for Machine Hour Rate
The Machine Database contains structured cost parameters for manufacturing equipment across machining, forming, molding, and fabrication operations. Each machine entry includes brand, operation type, capital and rental costs, installation assumptions, and utility consumption. It also factors in productivity variables such as feed rate, uptime, and life, enabling precise calculation of the machine hour rate (MHR). This MHR serves as a foundational input in xcPEP for estimating operation-wise part costs and comparing routing options. The data is used in operation-level routing analysis within xcPEP and allows users to compare machine options across geography, process efficiency, and cost.
Wage & Salary Database for Labour Hour Rate
The Wage and Salary Database in xcPROC provides region-wise labour hour rates essential for calculating accurate manufacturing costs. It includes detailed breakdowns for skilled, semi-skilled, and unskilled labour, covering parameters such as minimum wages, allowances, perks, and total hourly rates. Categorized by industry and process type, this database helps ensure cost models reflect real workforce costs instead of assumptions. It plays a critical role in should-costing exercises, especially in labour-intensive operations like assembly, casting, and fabrication.
Raw Material Database for RM Rates
The Raw Material Database contains structured data for a wide range of materials used in manufacturing. Each entry includes material grade, sub-grade, initial shape, density, and cost per unit, along with the corresponding currency. This data allows cost models to reflect real-world sourcing conditions and material usage. It is primarily used in costing, alternate material evaluations, and benchmarking within xcPEP. All values are regularly updated to reflect region-specific sourcing and are maintained by ASI’s internal data research team.
Operations Database for different manufacturing process
The Operations Database in xcPROC stores cost and rate data for standard manufacturing processes such as machining, welding, coating, heat treatment, and forming. Each operation is linked to relevant parameters like process type, cost unit, and applicable materials or geometries. Unit rates are recorded in engineering-relevant formats such as INR per square meter or INR per kilogram, enabling seamless integration with routing logic in xcPEP. This database supports accurate process selection, supplier comparison, and plant-level cost simulation within should-cost models.![]()
Tools Database for tooling cost
The Tools Database in xcPROC captures tool-level information critical for operations such as assembly, machining, and forming. Each entry includes the tool’s specifications, supplier, material, and category—along with cost and usage life data. This enables tool depreciation to be factored into should-cost models where tooling is a cost driver. The database supports accurate evaluation of part-level tooling costs, especially in cases involving high-volume or custom tooling.
Custom Database for User-Specific Costing Needs
Not every cost model can rely on standard data. When users have requirements that fall outside predefined libraries, ASI’s Data Research Team creates custom databases—built from the ground up to reflect specific products, processes, or commercial needs.
This could include a packaging database tailored to export-grade assemblies, a costing structure for regional logistics, or datasets for highly specialized subcomponents. These databases are not extensions of existing ones—they are standalone, structured data sources created based on specific requirements of the user.
Once deployed in xcPROC, the data becomes available for use within xcPEP, ensuring that every model draws from inputs grounded in actual manufacturing conditions.
Detailed BOM and Part-Level Parameter Mapping
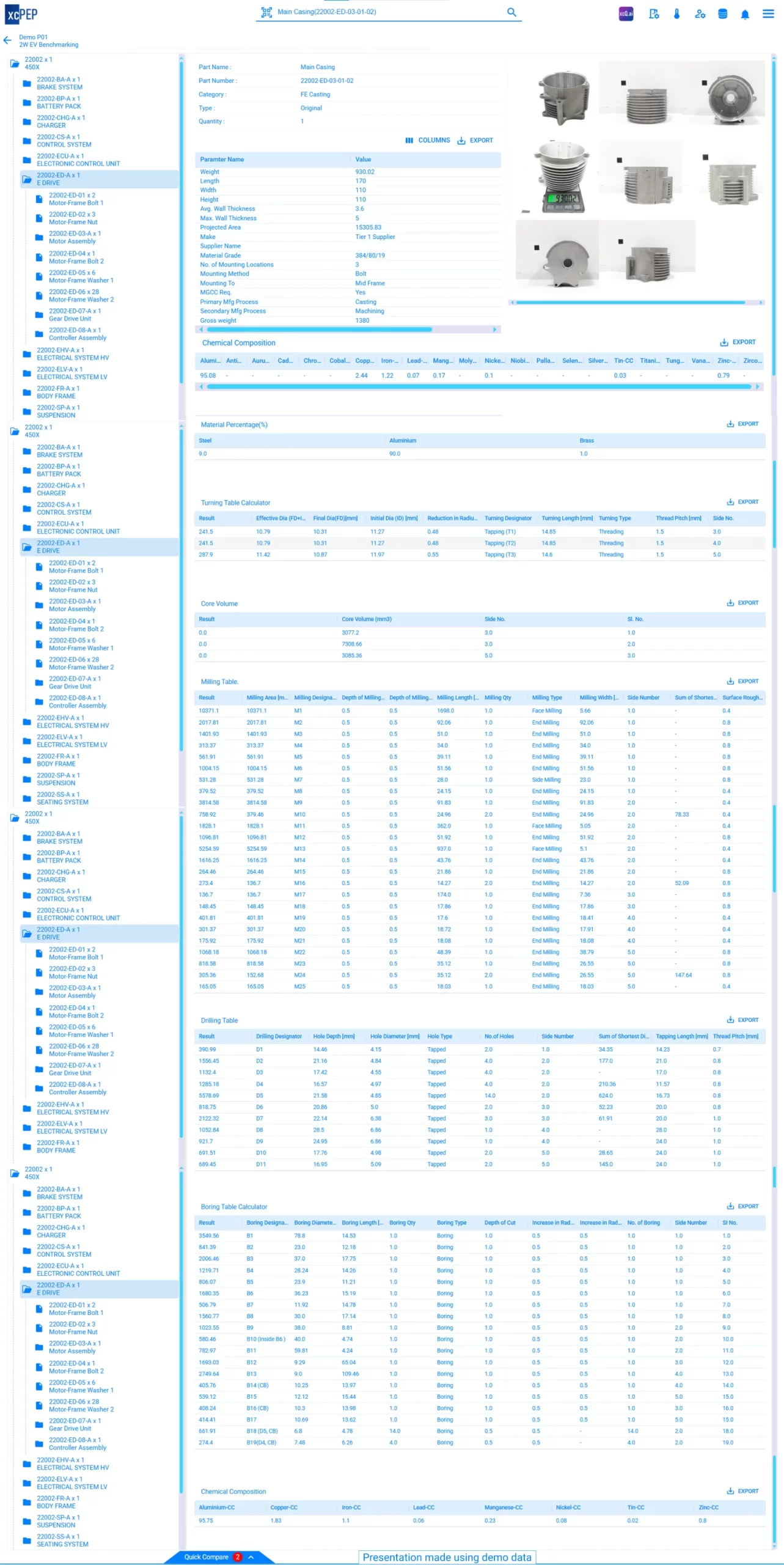
xcPEP enables detailed mapping of bill of materials (BOM) and part-level attributes using teardown studies & engineering drawings. For each part, more than 50 parameters are captured, including weight, geometry, box size, wall thickness, coating type, manufacturing category, material grade, surface area, and perimeter.
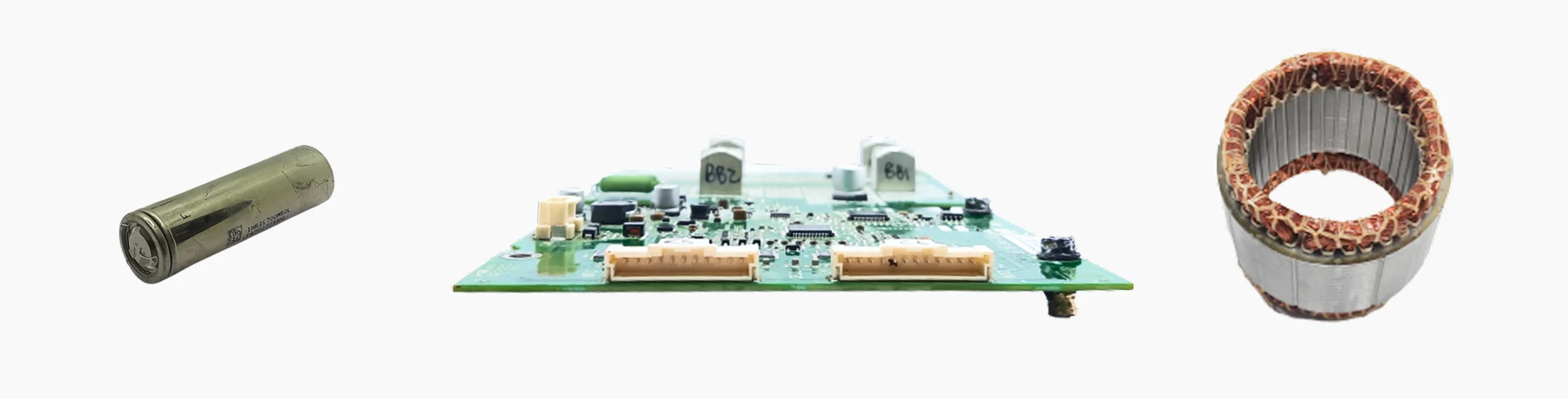
For mechanical components, data such as mounting methods, joining techniques, casting types, and machining details are also captured. For electrical components, the BOM includes semiconductor details, PCB attributes, number of layers, component placement, and manufacturer references. When drawings are available, parameters are extracted manually or via assisted parsing, enabling xcPEP to generate cost models directly from the data.
The BOM template is process-specific and fully editable. Users can modify it to add new parameters or build entirely new BOM templates as required. All mapped data is structured, traceable, and ready for use within the cost model engine.
Configurable Cost Models
xcPEP allows users to work with structured, editable cost models instead of static templates. Each cost model is built using equations and logic relevant to the specific manufacturing process being costed. Inputs such as material usage, cycle time, tool life, labour effort, and overhead allocation can be adjusted to match internal standards or supplier conditions.
Cost models in xcPEP are fully editable; users can modify them based on actual production flows. New Models can also be created from scratch for new processes, ensuring that cost logic remains relevant as products and technologies evolve. For specific requirements, additional parameters can be mapped into a model. For example, injection moulding models can be extended with user-defined fields beyond the defaults, allowing for deeper process-specific detail when needed.
Build-Your-Own Cost Models
For cases where standard cost models do not apply, xcPEP provides the ability to create fully custom models. Users can define process steps, assign formulas, and build part-specific costing structures from the ground up. Each model follows a consistent framework, allowing for integration with other platform modules. This flexibility ensures that niche processes, proprietary methods, or new product lines can be costed with the same level of control and consistency as standard components.
Input data required for these models, such as material prices, machine rates, or tooling norms, can be fetched from the xcPROC cost data service.
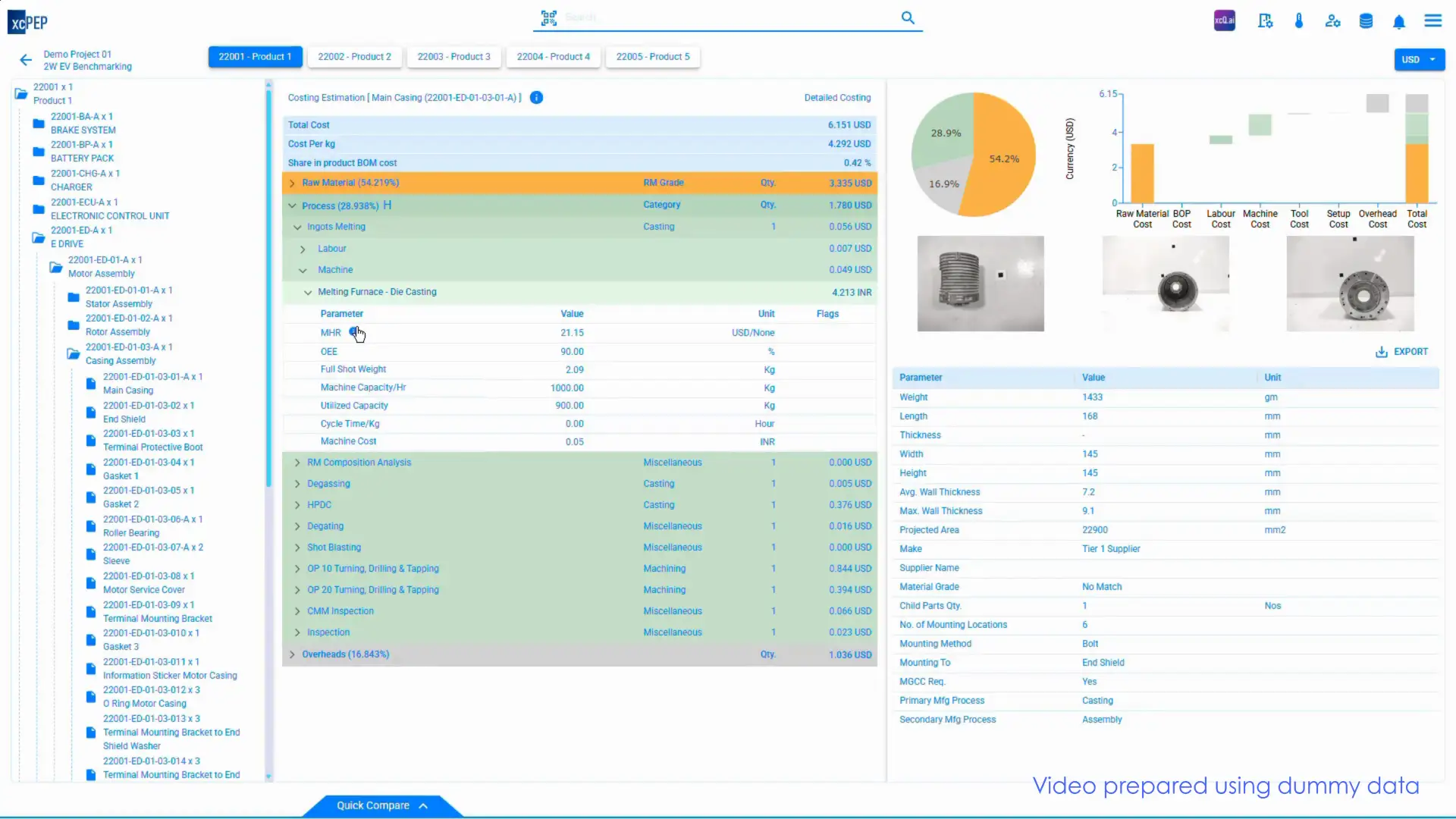
Built-in Cost Dashboards
xcPEP has in built dashboards that display cost breakdowns by part, process, material, supplier, and other filters. Users can view cost distribution as percentages or absolute values, enabling clear understanding of major cost drivers. No third-party BI tools are required; dashboards are built into the platform and update in real time as inputs or assumptions change. All data can be downloaded as Excel files for further analysis or sharing.
Scenario Simulation and Comparison
Users can create multiple scenarios for the same part or assembly by modifying key inputs such as production volume, material grade, process route, or supplier location. Each scenario is stored independently and can be compared using built-in tools. Graphical views allow users to see cost deltas and pinpoint which assumptions contributed to variation. This helps teams evaluate trade-offs before making sourcing or design decisions.
Cost Delta and Driver Analysis
When multiple scenarios or models are available, xcPEP highlights the changes in cost and identifies the key drivers. This helps teams understand how specific assumptions—like cycle time changes or material substitutions—impact final cost. The analysis is integrated into the comparison workflow, making it easy to trace outcomes back to decisions. It supports more informed discussions across engineering, sourcing, and finance.
xcPROC Cost Data Integration
xcPEP connects directly to xcPROC, ASI’s internal cost database. This allows users to access consistent values for raw material prices, machine-hour rates, labour costs, tooling norms, and more. All datasets are built and maintained by ASI and updated on a defined schedule. If a user needs data specific to a plant, region, or process, ASI can build and deliver that subset on request.
Users only subscribe to the datasets they need, and all data is formatted for direct use in xcPEP models. Since xcPROC is natively integrated with xcPEP, users do not need to depend on any third-party applications or external databases for costing inputs.
In Built Idea Tracker
xcPEP includes a dedicated module to capture cost-saving ideas generated during should-costing. Each entry records the proposal details, expected savings, source of the idea, and current status. Teams can use this feature to track progress, assign ownership, and quantify the impact of cost-reduction efforts. The module ensures that valuable insights from costing exercises are not lost and are tied to implementation.
Role-Based Access Control
xcPEP offers granular access control, allowing administrators to define who can view, create, or edit models and data. Permissions can be set at the module, part, or user level. This ensures that teams across engineering, sourcing, and finance have access only to the tools and data relevant to their work. The system supports parallel collaboration without compromising data integrity or control.
Multi-Team Collaboration
Multiple users from different functions can work on the same part or model simultaneously. Engineering teams can define the technical inputs, sourcing can simulate supply-side changes, and finance can view cost outputs—all within the same platform. Access is filtered by role, and activity is coordinated without overlap. This reduces delays and promotes transparency across functions.
Import Tools
xcPEP supports importing BOMs, technical specifications, and costing data from Excel, CSV, and XML formats. Part attributes and cost-related parameters can be bulk uploaded or mapped directly to model fields. This accelerates onboarding of new parts and supports integration with existing workflows. Import formats follow a consistent structure to maintain model integrity.
Custom Reporting and Downloadable Output
All outputs in xcPEP—including full cost breakdowns, comparison reports, and part summaries—can be downloaded in structured Excel formats. Reports are formatted for clarity and ready to be used in internal reviews, supplier discussions, or audits. This enables seamless communication between teams and across functions, while keeping a clear record of cost decisions.
API-Based Integration
The platform provides APIs for integration with external systems such as PLM, ERP, or reporting tools. Data can be exchanged bi-directionally, allowing updates to BOMs, supplier lists, or cost outputs to flow seamlessly between systems. Integration helps avoid duplication of effort and improves alignment with broader digital infrastructure.