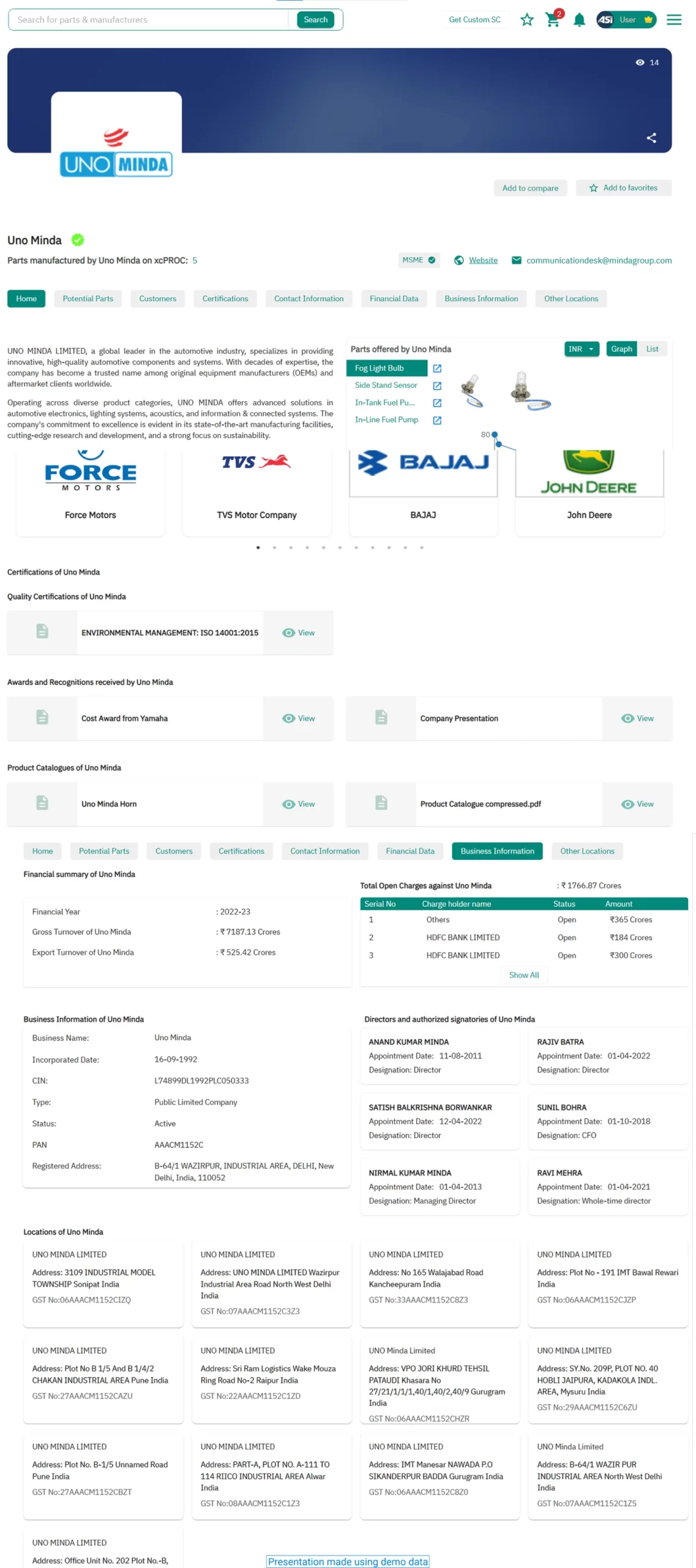
Supplier Database
The supplier database in xcPROC provides structured profiles for each listed manufacturer, combining technical capability and business information in one view. Each profile includes known and potential parts, plant locations, certifications, customer associations, product catalogues, financial metrics, and director-level information. This enables sourcing and cost engineering teams to evaluate vendors based on both capability fitment and commercial standing. By consolidating key evaluation parameters, the database supports vendor discovery, shortlisting, and supplier risk analysis—all from a single, searchable interface.
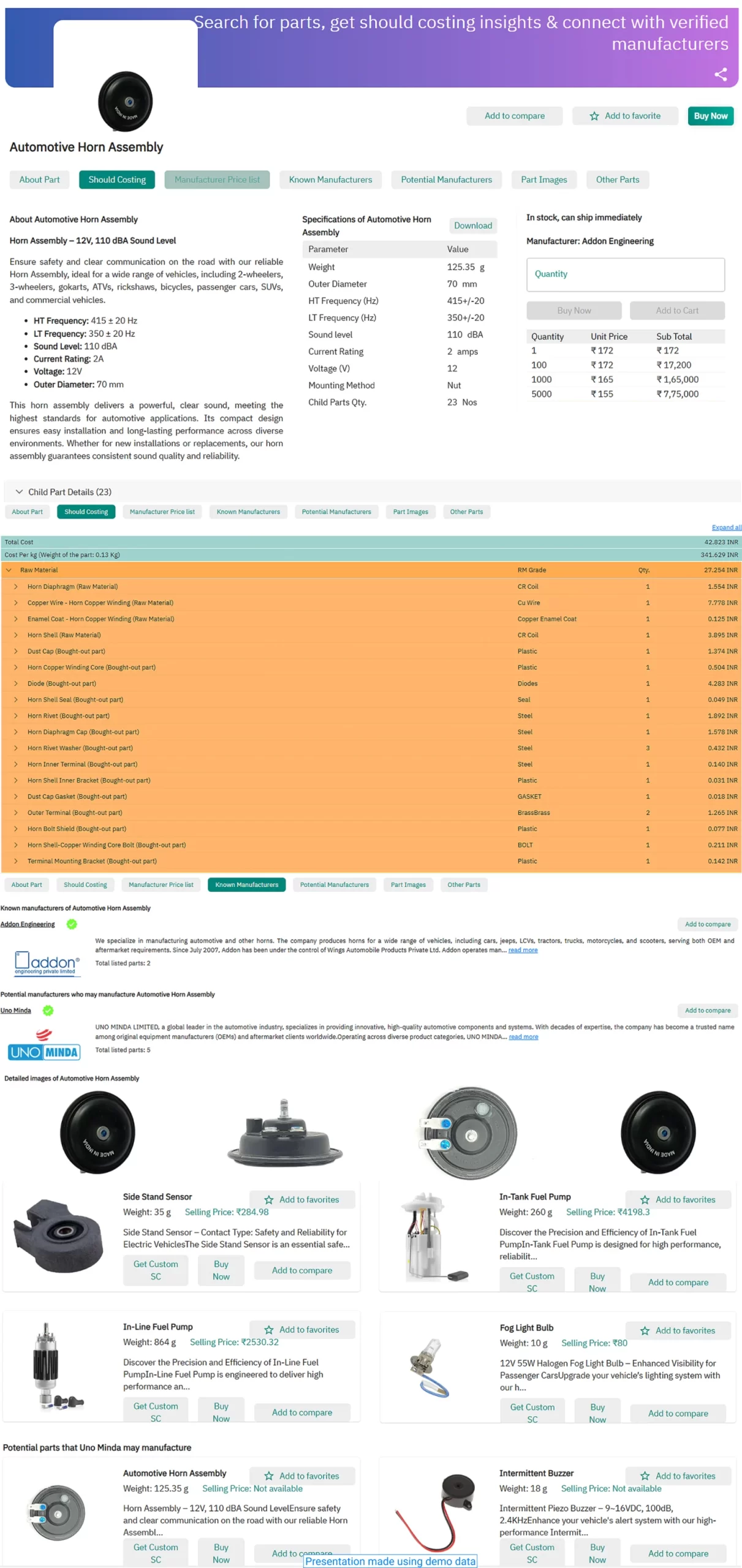
Mechanical Part Database
The Mechanical Part Database in xcPROC contains structured information on standard and bought-out mechanical components such as fasteners, bearings, housings, seals, and brackets. Each entry includes dimensional specifications, material details, weight, and associated manufacturing attributes. The database is primarily used to support BOM-level cost estimation, enable alternate part identification, and streamline sourcing workflows. Users can view supplier-linked listings and place direct orders through the same interface. This dataset is actively maintained and is especially valuable for cost engineers, sourcing teams, and design engineers working on part-level benchmarking and procurement.
Electronic Part Database
The Electronic Part Database contains a growing set of standard, bought-out components used in PCBAs, harnesses, and electronic assemblies. It includes resistors, capacitors, connectors, sensors, relays, ICs, and other frequently sourced parts across appliances, electronics, and automotive systems. Each entry provides technical specifications such as electrical ratings, packaging type, and material details, along with part weight and typical application. This database supports detailed cost estimation in PCBA-level should-costing, alternate part identification, and teardown analysis. Where applicable, supplier links are included, and direct procurement is enabled through xcPROC. The dataset is continuously updated to reflect current industry usage and is especially relevant for engineering and sourcing teams working with embedded electronics or electro-mechanical systems.
Raw Material Database
The Raw Material Database contains structured data for a wide range of materials used in manufacturing. Each entry includes material grade, sub-grade, initial shape, density, and cost per unit, along with the corresponding currency. This data allows cost models to reflect real-world sourcing conditions and material usage. It is primarily used in costing, alternate material evaluations, and benchmarking within xcPEP. All values are regularly updated to reflect region-specific sourcing and are maintained by ASI’s internal data research team.

Machine Database
The Machine Database contains structured cost parameters for manufacturing equipment across machining, forming, molding, and fabrication operations. Each machine entry includes brand, operation type, capital and rental costs, installation assumptions, and utility consumption. It also factors in productivity variables such as feed rate, uptime, and life, enabling precise calculation of the machine hour rate (MHR). This MHR serves as a foundational input in xcPEP for estimating operation-wise part costs and comparing routing options. The data is used in operation-level routing analysis within xcPEP and allows users to compare machine options across geography, process efficiency, and cost.

Operations Database
The Operations Database in xcPROC stores cost and rate data for standard manufacturing processes such as machining, welding, coating, heat treatment, and forming. Each operation is linked to relevant parameters like process type, cost unit, and applicable materials or geometries. Unit rates are recorded in engineering-relevant formats such as INR per square meter or INR per kilogram, enabling seamless integration with routing logic in xcPEP. This database supports accurate process selection, supplier comparison, and plant-level cost simulation within should-cost models.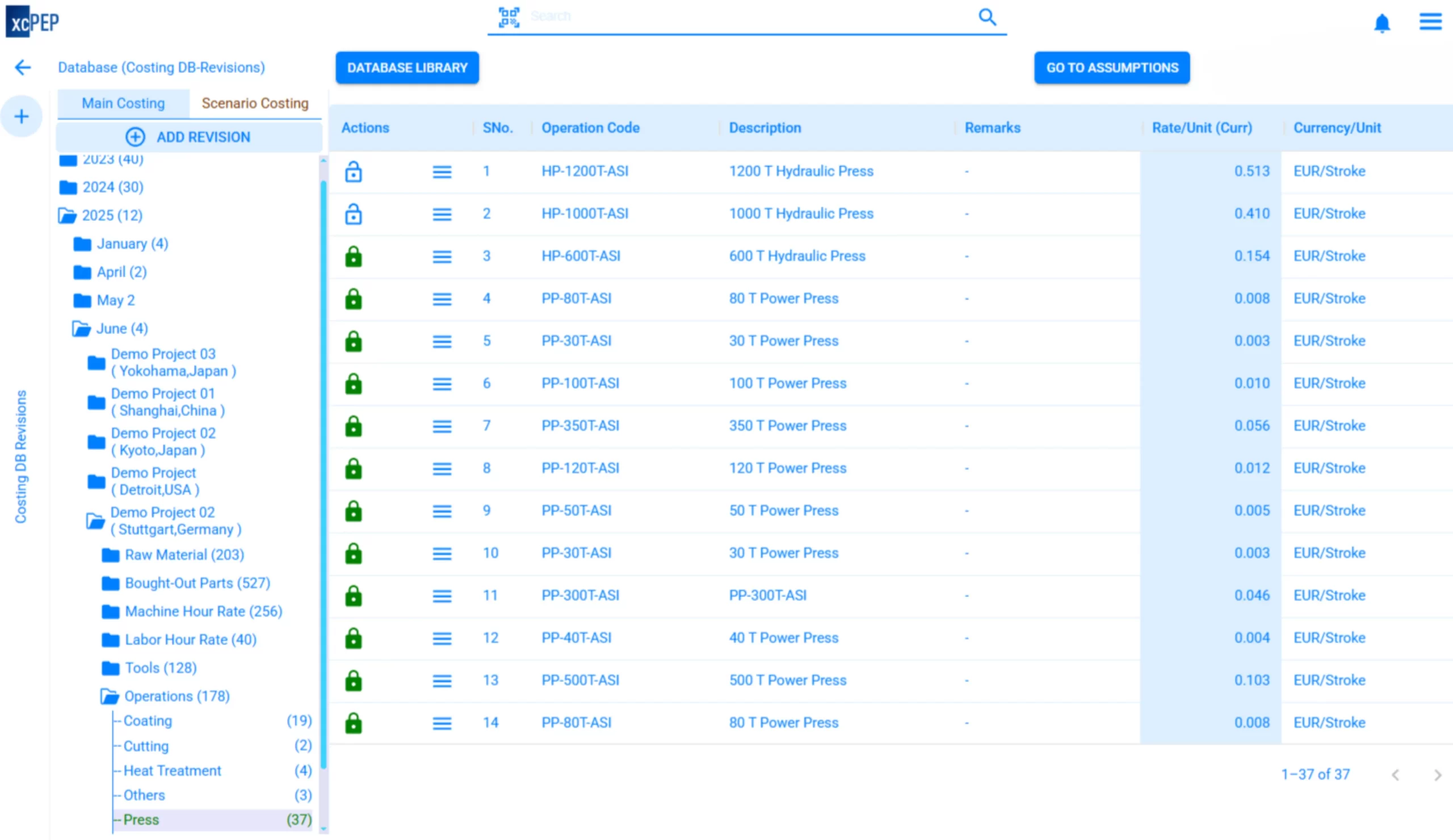
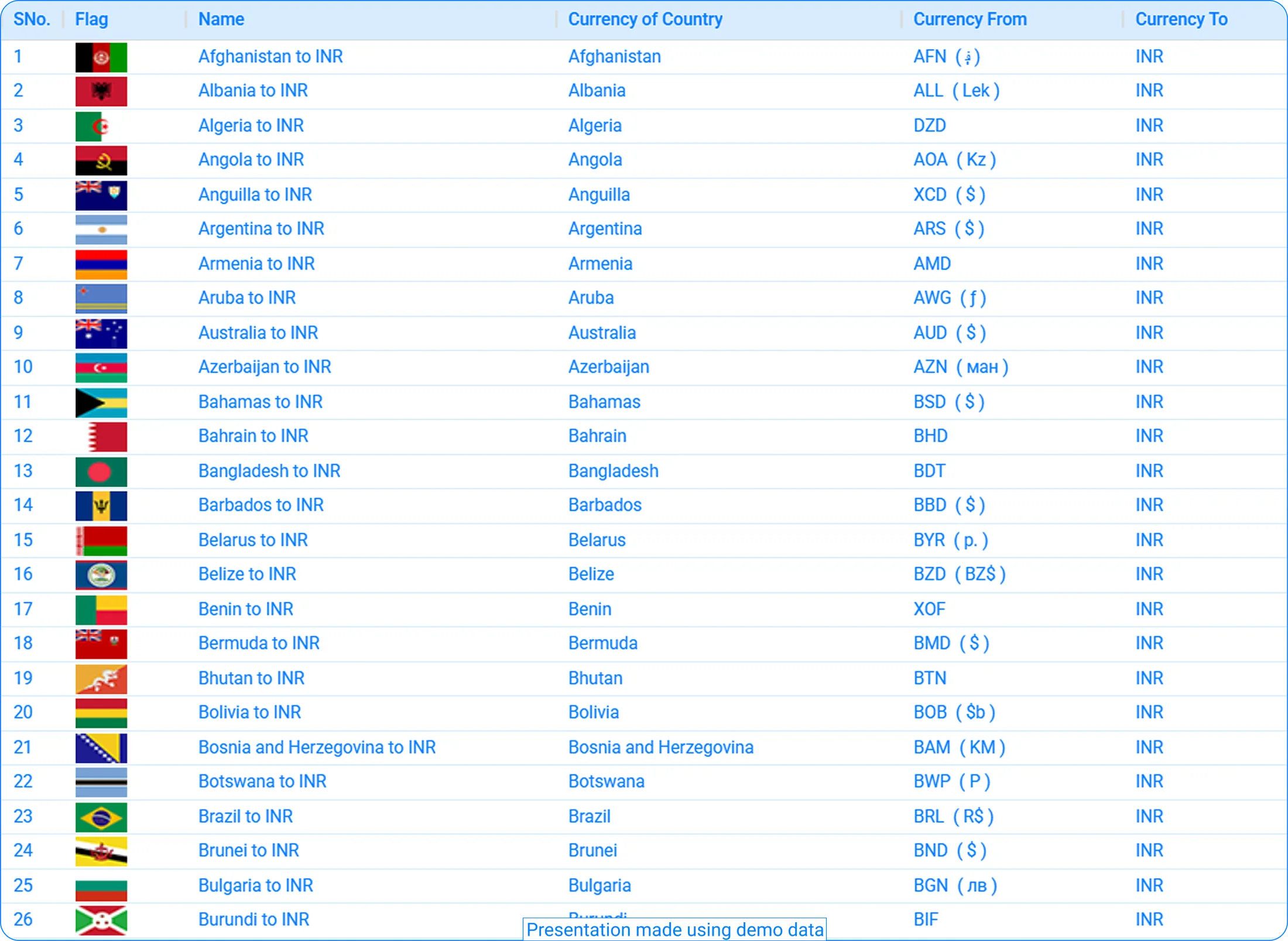
Currencies Database
The Currency Database in xcPROC enables cost calculations to be standardized across global sourcing scenarios. It maintains real-time and historical exchange rates between INR and over 150 international currencies, supporting consistent cost modeling across geographies. This database is essential for converting supplier quotes, material prices, and overhead costs into a single currency view. It allows procurement and finance teams to account for currency fluctuations while maintaining a unified costing baseline within xcPEP.
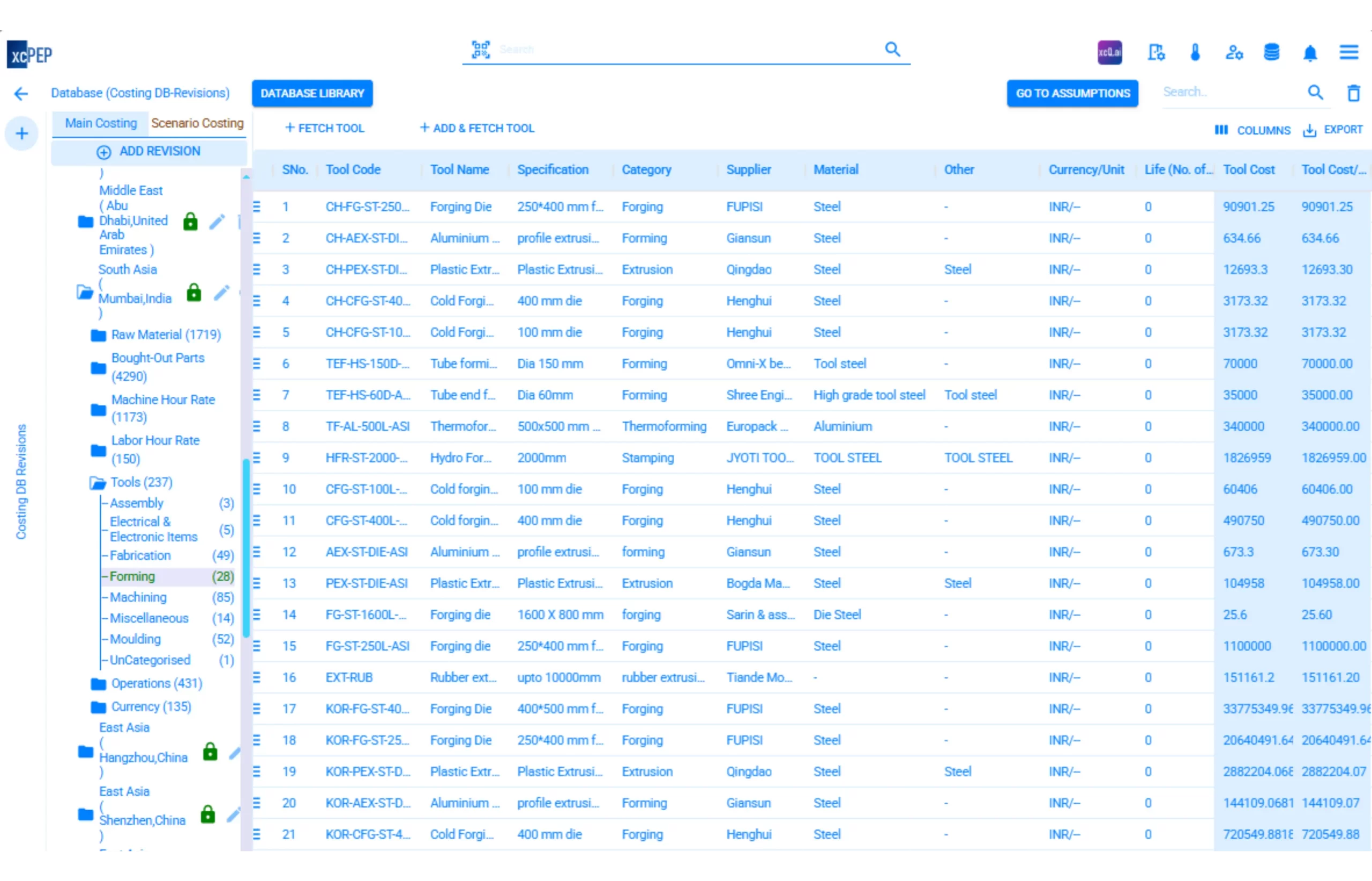
Tools Database
The Tools Database in xcPROC captures tool-level information critical for operations such as assembly, machining, and forming. Each entry includes the tool’s specifications, supplier, material, and category—along with cost and usage life data. This enables tool depreciation to be factored into should-cost models where tooling is a cost driver. The database supports accurate evaluation of part-level tooling costs, especially in cases involving high-volume or custom tooling
.
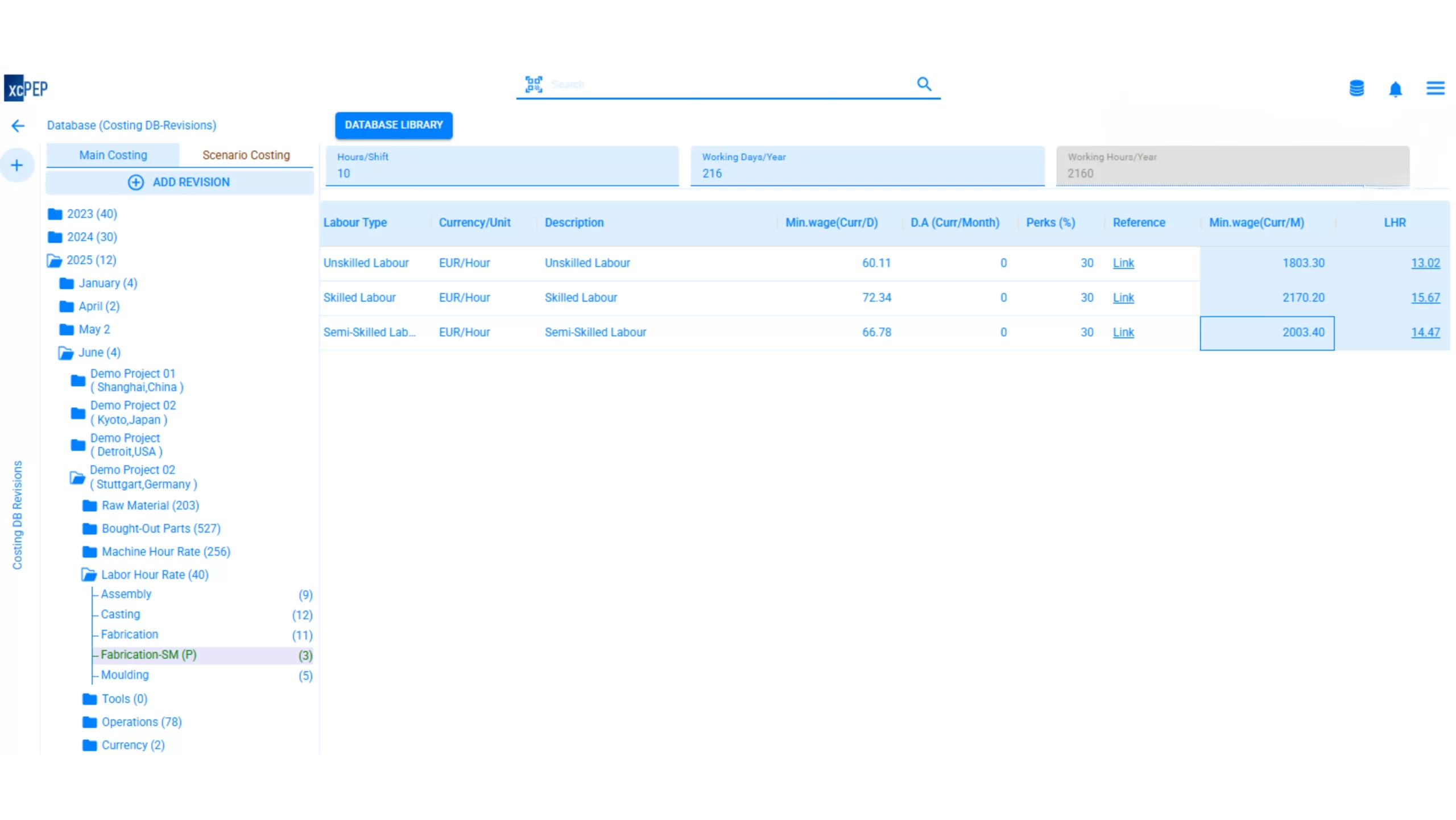
Wage & Salary Database
The Wage and Salary Database in xcPROC provides region-wise labour hour rates essential for calculating accurate manufacturing costs. It includes detailed breakdowns for skilled, semi-skilled, and unskilled labour, covering parameters such as minimum wages, allowances, perks, and total hourly rates. Categorized by industry and process type, this database helps ensure cost models reflect real workforce costs instead of assumptions. It plays a critical role in should-costing exercises, especially in labour-intensive operations like assembly, casting, and fabrication.